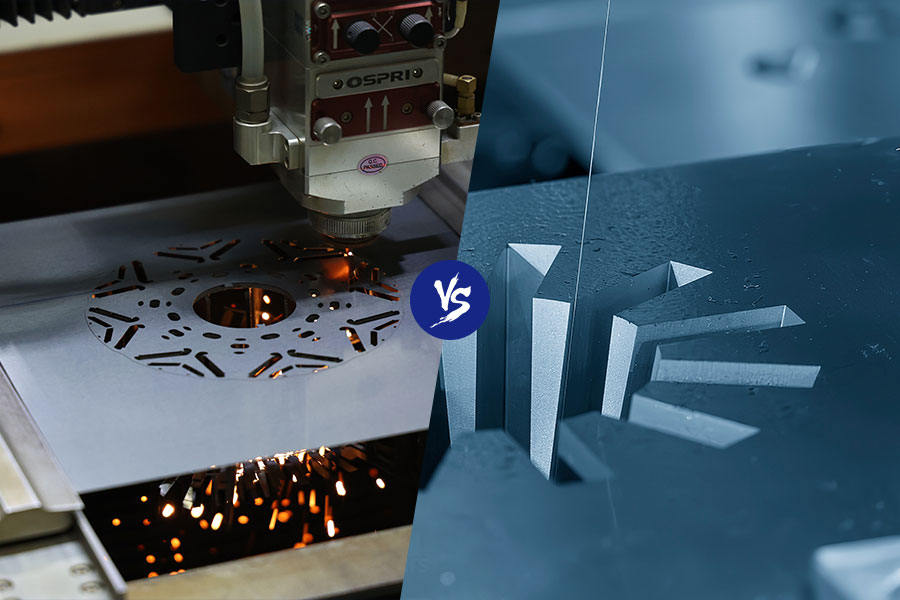
Hassas stator ve rotor laminasyonlarının üretimi, doğruluk, verimlilik ve malzeme kalitesi için gelişmiş kesim teknikleri gerektirir. Lazer kesim ve düşük hızlı tel kesim, her birinin avantajları ve sınırlamaları olan iki yaygın yöntemdir. Aralarındaki farkları anlamak, stator ve rotor laminasyon örnekleri üretmek için doğru süreci seçmenin anahtarıdır.
Stator ve Rotor Katmanlarını Anlamak
Elektrik motorları ve jeneratörler, elektrik çeliğinden yapılmış, özenle kesilmiş ince levhalardan oluşan bir çekirdek etrafında inşa edilir. stator ve rotor laminasyonları.
Enerji israfına ve aşırı ısınmaya yol açabilen girdap akımı kayıplarını azaltarak, bu laminasyonlar motor verimliliğini önemli ölçüde artırır. Bu bileşenlerin üretimi hassasiyet ve kalite gerektirdiğinden, en iyi sonuçları elde etmek için uygun kesme tekniğinin seçilmesi çok önemlidir.
[ürün limiti=”4″ sütunlar=”4″ kimlikler=”13649, 13297, 13247, 13145″]
Lazer kesim nedir?
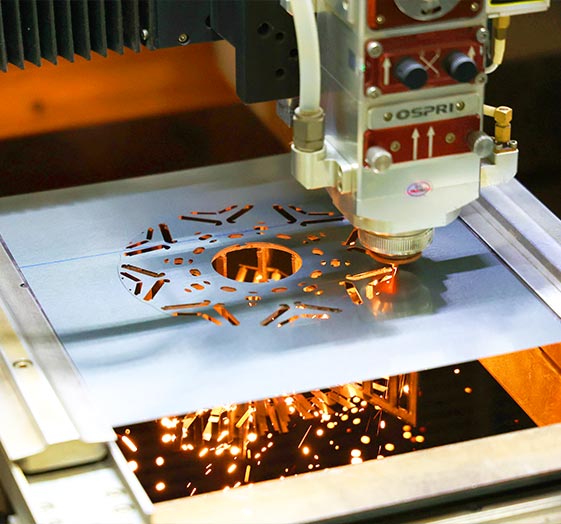
Lazer kesim olarak bilinen termal tabanlı kesme tekniği, yoğunlaştırılmış bir lazer ışını kullanarak malzemeleri hassas bir şekilde eritir, yakar veya buharlaştırır. Genellikle CO₂ veya fiber tabanlı olan lazer, yoğunlaştırılmış bir ışını iş parçasına yönlendirerek minimum mekanik gerilimle temiz ve karmaşık kesimler üretir.
Lazer Kesimin Avantajları:
- Yüksek Hız:Lazer kesim, geleneksel mekanik yöntemlere göre çok daha hızlıdır; bu da onu hızlı prototipleme ve yüksek hacimli üretim için ideal hale getirir.
- Mükemmel Hassasiyet:İnce lazer ışını, son derece detaylı ve hassas kesimlere olanak tanıyarak yüksek kaliteli laminasyonlar sağlar.
- Minimum Malzeme İsrafı:Lazer hassas bir şekilde çalıştığı için malzeme israfı azalır ve genel maliyet verimliliği artar.
- Temassız İşlem:Mekanik kesimin aksine, lazer kesim malzemeye fiziksel kuvvet uygulamaz, bu da deformasyonu veya yapısal hasarı önler.
Lazer Kesiminin Sınırlamaları:
- Isıdan Etkilenen Bölgeler (HAZ):Yüksek enerjili lazer, lokalize ısı üretebilir; bu da malzemenin manyetik özelliklerini değiştirebilir ve kenarlarında çapaklar oluşturabilir.
- Ekipman Maliyeti:Lazer kesim cihazları, yüksek satın alma ve bakım maliyetleri nedeniyle önemli bir yatırım gerektirir.
- Kalın malzemeler için ideal değildir:Lazer kesim ince laminasyonlarda mükemmel sonuç verirken, ısı birikimi deformasyona neden olabileceğinden daha kalın malzemelerin kesiminde daha az etkilidir.
Düşük Hızlı Tel Kesme Nedir?

Düşük hızlı tel kesme, diğer adıyla tel elektriksel deşarj işleme (EDM), iletken malzemeleri kesmek için elektriksel olarak yüklü ince bir tel kullanan temassız bir kesme işlemidir. Dielektrik bir sıvıya batırılmış olan tel, mekanik kuvvet uygulamadan malzemeyi aşındıran elektriksel kıvılcımlar yayar.
Düşük Hızlı Tel Kesmenin Avantajları:
- Isıdan Etkilenen Bölge Yok:Tel kesme işlemi ısı kullanmadığı için termal bozulma veya malzemenin manyetik özelliklerinin değişmesi ihtimali yoktur.
- Üstün Yüzey İşlemesi:Tel erozyonla işleme, pürüzsüz ve çapaksız kenarlar oluşturarak ek işlem sonrası ihtiyacını azaltır.
- Yüksek Kesim Hassasiyeti:Olağanüstü hassasiyeti sayesinde bu teknik, karmaşık geometriler ve hassas toleranslar için kullanılabilir.
- Kalın malzemeler için etkilidir:Lazer kesimden farklı olarak, tel erozyonla kesim (EDM), kalite kaybı olmadan daha kalın laminasyonları işleyebilir.
Düşük Hızlı Tel Kesme İşleminin Sınırlamaları:
- Daha Yavaş Kesme Hızı:Lazer kesime kıyasla tel erozyonla kesim (wire EDM) önemli ölçüde daha yavaştır ve bu durum üretim verimliliğini etkileyebilir.
- Daha Yüksek İşletme Maliyetleri:Sürekli kablo değişimi ve dielektrik sıvı bakımı ihtiyacı, toplam maliyeti artırmaktadır.
- Sınırlı Malzeme Uyumluluğu:Tel erozyonla işleme (Wire EDM) yalnızca iletken malzemelerde etkilidir ve bu da bazı uygulamalarda kullanımını kısıtlar.
İki Farklı Laminasyon Numunesi Üretim Yönteminin Karşılaştırılması
Stator ve rotor laminasyon numunelerinin yapımında, lazer kesim ve düşük hızlı tel kesim yöntemleri arasındaki seçim, malzeme kalınlığı, üretim hızı ve hassasiyet gereksinimleri gibi çeşitli faktörlere bağlıdır.
| Özellik | Lazer Kesim | Düşük Hızlı Tel Kesme |
| Kesme Hızı | Hızlı | Yavaş |
| Kesinlik | Yüksek | Son derece yüksek |
| Malzeme Kalınlığı Uygunluğu | İnce laminasyonlar için en uygunudur. | Kalın laminasyonlar için en iyisi |
| Isı Etkisi | Isıdan etkilenen bölgelere neden olabilir. | Isı etkisi yok |
| Yüzey İşlemi | Çapak alma işlemi gerekebilir. | Pürüzsüz ve çapaksız |
| Maliyet Verimliliği | İlk maliyeti daha yüksek ancak yüksek hacimli üretim için verimli. | Sarf malzemeleri nedeniyle daha yüksek işletme maliyeti |
| İdeal Uygulamalar | Seri üretim, hızlı prototipleme | Hassasiyet gerektiren bileşenler, düşük hacimli üretim |
Hız ve verimliliğin önemli olduğu ince laminasyonlarda lazer kesim tercih edilen yöntemdir. Üreticilerin çok miktarda numuneyi hızlı ve hassas bir şekilde üretmelerini sağlar.
Ancak, daha kalın laminasyonlar gerekiyorsa, düşük hızlı tel kesme daha iyi bir seçenektir, çünkü ısı hasarı riski olmadan üstün hassasiyet sağlar.
Hangi yöntem daha iyi?
Lazer kesim mi yoksa düşük hızlı tel kesim mi daha iyi sorusuna kesin bir cevap yoktur, çünkü bu belirli proje gereksinimlerine bağlıdır. Lazer kesim, yüksek hızlı üretim ve ince laminasyonlar için tercih edilen yöntemdir, düşük hızlı tel kesim ise daha kalın laminasyonlar ve ultra hassas uygulamalar için idealdir.
Büyük miktarlarda standart stator ve rotor laminasyonu üreten üreticiler için lazer kesim, hız ve hassasiyet arasında en iyi dengeyi sunar. Bununla birlikte, aşırı hassasiyet, minimum yüzey pürüzlülüğü ve sıfır ısı etkisi gerektiren projeler için düşük hızlı tel kesme en iyi seçenek olmaya devam etmektedir.

