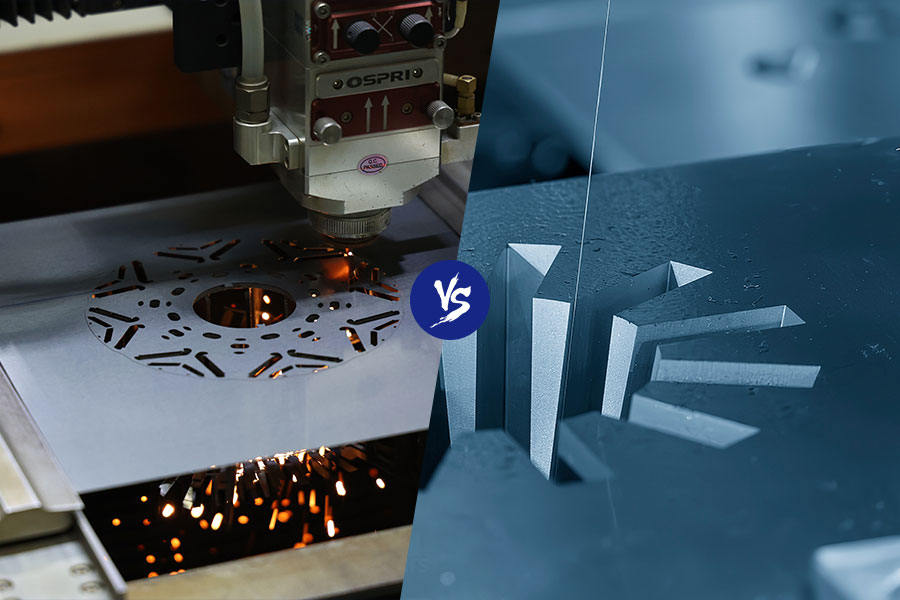
La producción de laminaciones precisas de estator y rotor requiere un corte avanzado para garantizar la precisión, la eficiencia y la calidad del material. El corte por láser y el corte por hilo a baja velocidad son dos métodos ampliamente utilizados, cada uno con ventajas y limitaciones. Comprender sus diferencias es clave para elegir el proceso adecuado para la fabricación de muestras de laminación de estator y rotor.
Comprendiendo las laminaciones de estator y rotor
Los motores y generadores eléctricos se construyen alrededor de un núcleo de láminas delgadas de acero eléctrico cuidadosamente cortadas, llamadas laminaciones de estator y rotor.
Al reducir las pérdidas por corrientes parásitas, que pueden provocar desperdicio de energía y sobrecalentamiento, estas laminaciones aumentan significativamente la eficiencia del motor. Seleccionar la técnica de corte adecuada es crucial para obtener los mejores resultados, ya que la fabricación de estos componentes requiere precisión y calidad.
¿Qué es el corte por láser?
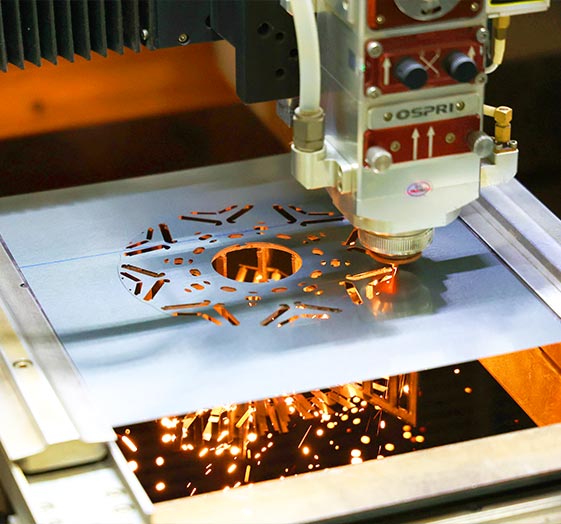
La técnica de corte térmico, conocida como corte láser, funde, quema o vaporiza materiales con precisión mediante un haz láser concentrado. El láser, generalmente de CO₂ o de fibra, dirige un haz concentrado sobre la pieza de trabajo, produciendo cortes limpios y precisos con mínima tensión mecánica.
Ventajas del corte láser:
- Alta velocidad: El corte láser es mucho más rápido que los métodos mecánicos tradicionales, lo que lo hace ideal para la creación rápida de prototipos y la producción a gran escala.
- Excelente precisión: El fino haz láser permite cortes extremadamente detallados y precisos, lo que garantiza laminaciones de alta calidad.
- Mínimo desperdicio de material: Dado que el láser funciona con precisión, se reduce el desperdicio de material, lo que mejora la rentabilidad general.
- Proceso sin contacto: A diferencia del corte mecánico, el corte láser no aplica fuerza física al material, lo que evita la deformación o los daños estructurales.
Limitaciones del corte láser:
- Zonas afectadas por el calor (ZAT): El láser de alta energía puede generar calor localizado, lo que puede alterar las propiedades magnéticas del material y crear rebabas en los bordes.
- Costo del equipo: Los dispositivos de corte láser requieren una inversión considerable debido a su alto costo de adquisición y mantenimiento.
- No es ideal para materiales gruesos: Si bien el corte láser es excelente para laminaciones finas, es menos efectivo al cortar materiales más gruesos, ya que la acumulación de calor puede causar deformaciones.
¿Qué es el corte por hilo a baja velocidad?

El corte por hilo a baja velocidad, también conocido como mecanizado por electroerosión (EDM), es un proceso de corte sin contacto que utiliza un hilo delgado cargado eléctricamente para cortar materiales conductores. El hilo, sumergido en un fluido dieléctrico, descarga chispas eléctricas que erosionan el material sin aplicar fuerza mecánica.
Ventajas del corte por hilo a baja velocidad:
- Sin zona afectada por el calor: No hay riesgo de distorsión térmica ni de alteración de las características magnéticas del material, ya que el corte por hilo no utiliza calor.
- Acabado superficial superior: La electroerosión por hilo produce bordes lisos y sin rebabas, lo que reduce la necesidad de posprocesamiento adicional.
- Alta precisión de corte: Gracias a su notable precisión, esta técnica puede utilizarse para geometrías complejas y tolerancias precisas.
- Eficaz para materiales gruesos: A diferencia del corte láser, la electroerosión por hilo puede procesar laminaciones más gruesas sin pérdida de calidad.
Limitaciones del corte por hilo a baja velocidad:
- Menor velocidad de corte: En comparación con el corte láser, la electroerosión por hilo es significativamente más lenta, lo que puede afectar a la eficiencia de la producción.
- Mayores costos operativos: La necesidad de reemplazo continuo de alambre y el mantenimiento del fluido dieléctrico incrementan el costo total.
- Compatibilidad limitada de materiales: La electroerosión por hilo solo es efectiva en materiales conductores, lo que restringe su uso en algunas aplicaciones.
Comparación de los dos métodos para la fabricación de muestras de laminación
En la fabricación de muestras de laminación de estatores y rotores, la elección entre el corte por láser y el corte por hilo a baja velocidad depende de diversos factores, como el espesor del material, la velocidad de producción y los requisitos de precisión.
| Característica | Corte por Láser | Corte por Hilo de Baja Velocidad |
| Velocidad de Corte | Rápida | Lenta |
| Precisión | Alta | Extremadamente alta |
| Adecuación al Espesor del Material | Mejor para laminaciones delgadas | Mejor para laminaciones gruesas |
| Impacto del Calor | Puede causar zonas afectadas por el calor | Sin impacto térmico |
| Acabado Superficial | Puede requerir desbarbado | Suave y sin rebabas |
| Eficiencia de Costos | Mayor costo inicial, pero eficiente para producción en alto volumen | Mayor costo operativo debido a consumibles |
| Aplicaciones Ideales | Producción en masa, prototipado rápido | Componentes de alta precisión, producción en bajo volumen |
Para laminaciones delgadas donde la velocidad y la eficiencia son importantes, el corte por láser es la opción preferida. Permite a los fabricantes producir grandes cantidades de muestras con rapidez y precisión.
Sin embargo, si se requieren laminaciones más gruesas, el corte por hilo a baja velocidad es la mejor opción, ya que garantiza una precisión superior sin riesgo de daños por calor.
¿Cuál es el mejor método?
No hay una respuesta definitiva sobre si es mejor el corte por láser o el corte por hilo a baja velocidad, ya que depende de los requisitos específicos del proyecto. El corte por láser es la opción preferida para la producción a alta velocidad y laminaciones delgadas, mientras que el corte por hilo a baja velocidad es ideal para laminaciones más gruesas y aplicaciones ultraprecisas.
Para los fabricantes que producen grandes lotes de laminaciones estándar de estator y rotor, el corte por láser ofrece el mejor equilibrio entre velocidad y precisión. Sin embargo, para proyectos que requieren precisión extrema, mínima rugosidad superficial y cero efectos térmicos, el corte por hilo a baja velocidad sigue siendo la mejor opción.

