
Stator ve Rotor Laminasyon Yığınları Üreticisi
- Çekirdek üretiminde laminasyon ve istifleme kritik öneme sahiptir, hassas hizalama, girdap akımı kayıplarının azaltılması ve optimum manyetik özelliklerin sağlanması açısından önemlidir.
- Her bir parçanın kalınlığına, yığın uzunluğuna ve genel tasarıma bağlı olarak, stator ve rotor yığınlama sürecinde toleransları gözden geçiriyoruz ve tasarım tavsiyeleri sunuyoruz.
- Kalıp İçi Tutkal Dağıtımının Toplu Üretimini Gerçekleştirin
- Çeşitli Otomatik Hatlar ve Manuel İstifleme İşlemleri
- 32 Takım Delme Makinesi 80T~650T
- Çeşitli Uygulamalar için Özelleştirme
- Sertifika: IATF16949
10 Laminasyon İstifleme Prosesi
Stator ve rotor yığınları, perçinleme, geçmeli birleştirme, kaynak, yapıştırma, cıvatalama, kenetleme veya kendinden yapışkanlı (backlack) gibi yöntemler kullanılarak laminalardan monte edilir. Daha uzun laminalar için, stabiliteyi sağlamak amacıyla genellikle iki yöntem bir arada kullanılır.
Kalıp İçi Tutkal Dağıtımı
- Kalıbın içerisine dağıtım solüsyonu tamamlandı.
- Yapıştırıcı 10-20 saniye içerisinde katılaşır.
- Yüksek yonga arası mukavemet.
- Mükemmel performans parametreleri.
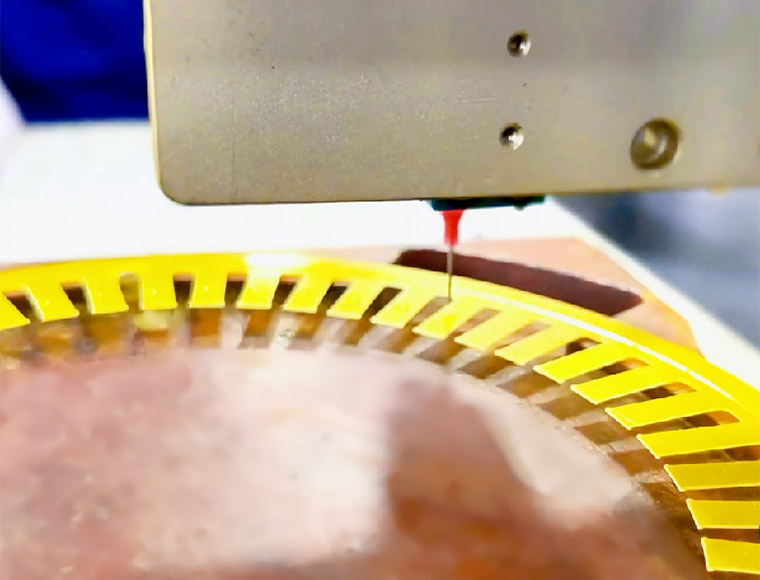
Kalıp Dışı Tutkal Dağıtımı
- Kalıbın dışına uygulanır.
- Enjeksiyon valf iğnesi silindir dağıtımı ile birleştirilmiş görsel otomatik konumlandırma sistemi.
- Eğimli veya 360 derece dönüşlü dağıtım.
- Kendinden yapışkanlı kaplama ısıtma şeması.

Progresif Kalıp Kendiliğinden Kilitlenen Yığınlama
- Damgalama sırasında otomatik olarak kilitlemeyi tamamlar.
- Yüksek hacimli üretimlerde verimlidir.
- Dikdörtgen veya yuvarlak kilitleme noktaları.
- Rotor ve stator laminasyonları için çalışır.
Bileşik Kalıp Tek Yumruk Kendiliğinden Kilitlenen Yığınlama
- Belirli noktalarda kilitlemeyi sağlar.
- Daha küçük partiler veya özelleştirilmiş parça doğrulaması için idealdir.
- İnsan müdahalesiyle esnek süreç.
Perçin istifleme
- Baş veya düz perçin kullanın.
- Dayanıklı bağlantı ve güvenli montaj sağlar.
- Rotor laminasyonları için uygundur.
Kaynak istifleme
- Lazer, TIG, galvanometre kaynak yöntemleri.
- Güçlü bağ, minimum bozulma sağlar.
- Yüksek hassasiyetli stator laminasyonları için en iyisidir.

Kendiliğinden Yapışkanlı İstifleme
- B35A300-Z/B50A400-Z vb. Isı Yapıştırıcılar.
- Pürüzsüz yüzey, güçlü yapışma, dayanıklı.
- İleri ısıyla aktive olan kaplamalar için idealdir.
- Rotor ve stator laminasyonları için çalışır.
Cıvata istifleme
- Büyük çaplı stator laminasyonlarını birleştirin.
- Ayarlanabilirlik, sağlamlık ve tekrar kullanılabilirlik sunar.
- Sağlam bağlantılara sahip büyük motorlar için idealdir.

Toka veya Kelepçeleme Yığma
- Düz veya eğik tokalar.
- Hızlı montaj, sağlam tasarım.
- Kompakt stator laminasyonu için en iyisidir.

Al-döküm veya Cu-döküm istifleme
- Hem tekli laminasyon hem de istifleme döküm presleme ile yapılabilir.
- Farklı dış çap ve yükseklik ihtiyaçlarını karşılamak üzere yatay ve dikey alüminyum döküm ekipmanları ile donatılmıştır.
- Kompakt rotor laminasyonu için en iyisidir.
Ortak Motor Çekirdek Yığınlarımız
Stator ve rotor çekirdek yığınlarımız, hem endüstriyel hem de tüketici uygulamalarında DC, BLDC ve endüksiyon motorları için dayanıklı ve uygulamaya özel çözümler sunar.

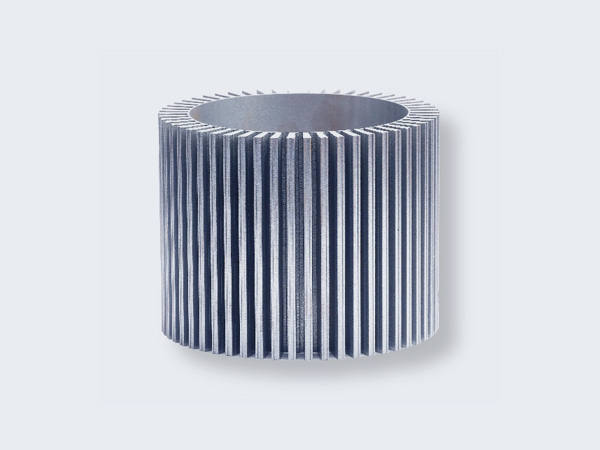
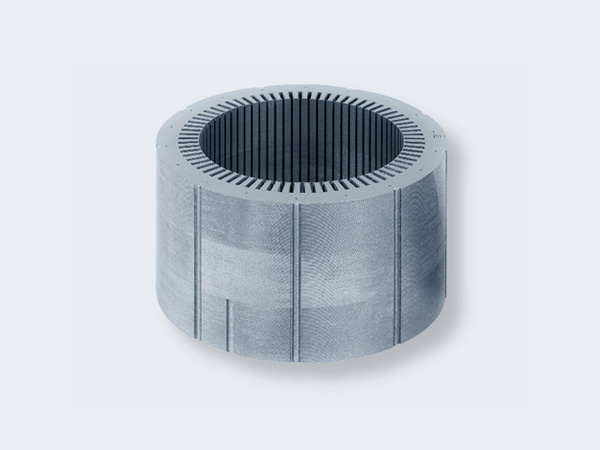
Endüksiyon Motoru Çekirdeği
- Endüksiyon için yivli stator ve sincap kafesli rotor çekirdeği.
- Kalıcı mıknatıs olmadan AC alanlarını kullanır.
- Pompalarda, kompresörlerde, asansörlerde ve sanayide kullanılır.
- Ağır yük altında dayanıklı, ekonomik ve güvenilir.

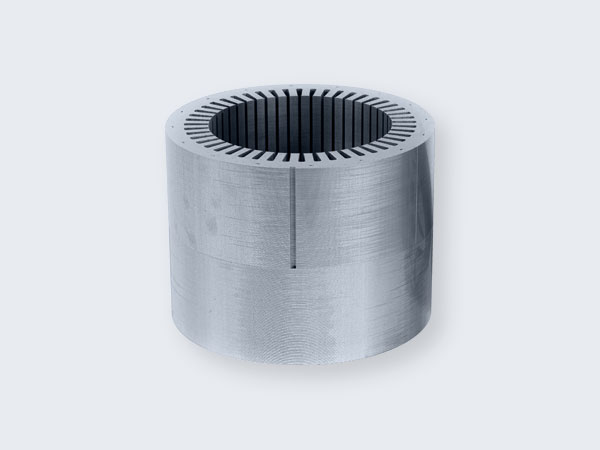
DC Motor Çekirdeği
- Lamine stator çekirdek yuvaları bobin sarımını ve manyetik akıyı yönlendirir.
- Fırçalı motorları doğrudan tork ve kolay kontrol ile destekler.
- Genellikle küçük ev aletlerinde, aletlerde ve oyuncaklarda bulunur.
- Kompakt, uygun fiyatlı ve üretimi kolay.

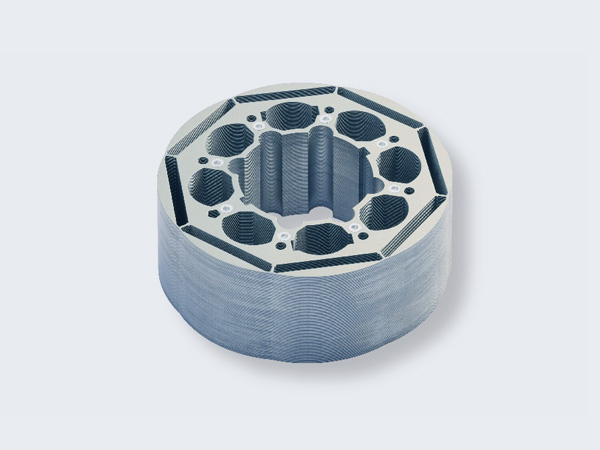
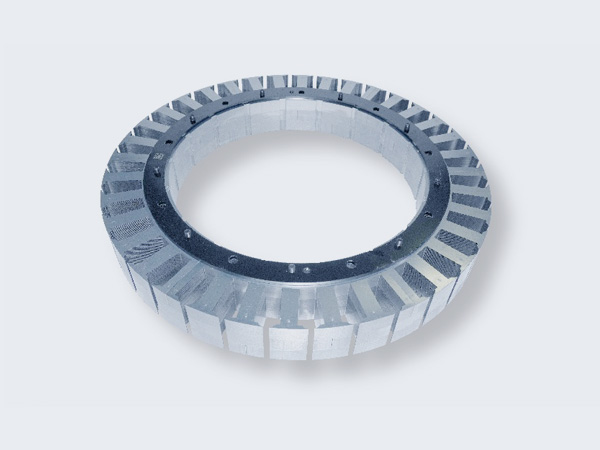
BLDC Motor Çekirdeği
- Stator çekirdeği elektronik komütasyon ve manyetik hassasiyeti mümkün kılar.
- Rotor çekirdeğinde tork ve verimlilik için kalıcı mıknatıslar kullanılır.
- İnsansız hava araçlarında, elektrikli bisikletlerde ve HVAC'de yaygındır.
- Sessiz, az bakım gerektiren ve uzun ömürlü performans.
Yığınlama İşlemi Adımları
Stator ve rotor laminasyonları üretildikten sonra, stator ve rotor yığınlarının montajı ve sabitlenmesi genellikle şu dokuz yaygın adımı izler:
01. Laminasyonları Hazırlayın
02. Laminasyonların Hizalanması
03. Seçim Yığma Yöntemi
Tasarım ve performans gereksinimlerinize göre kilitleme, kaynaklama, yapıştırma veya sıkıştırma yöntemlerini seçin.
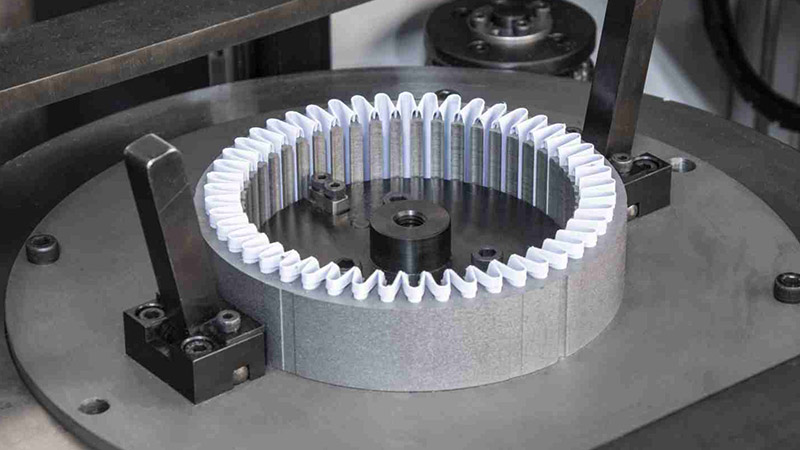
04. Laminasyonların istiflenmesi
05. Sıkıştırma ve Kelepçeleme
06. Yığının Güvenliğini Sağlama
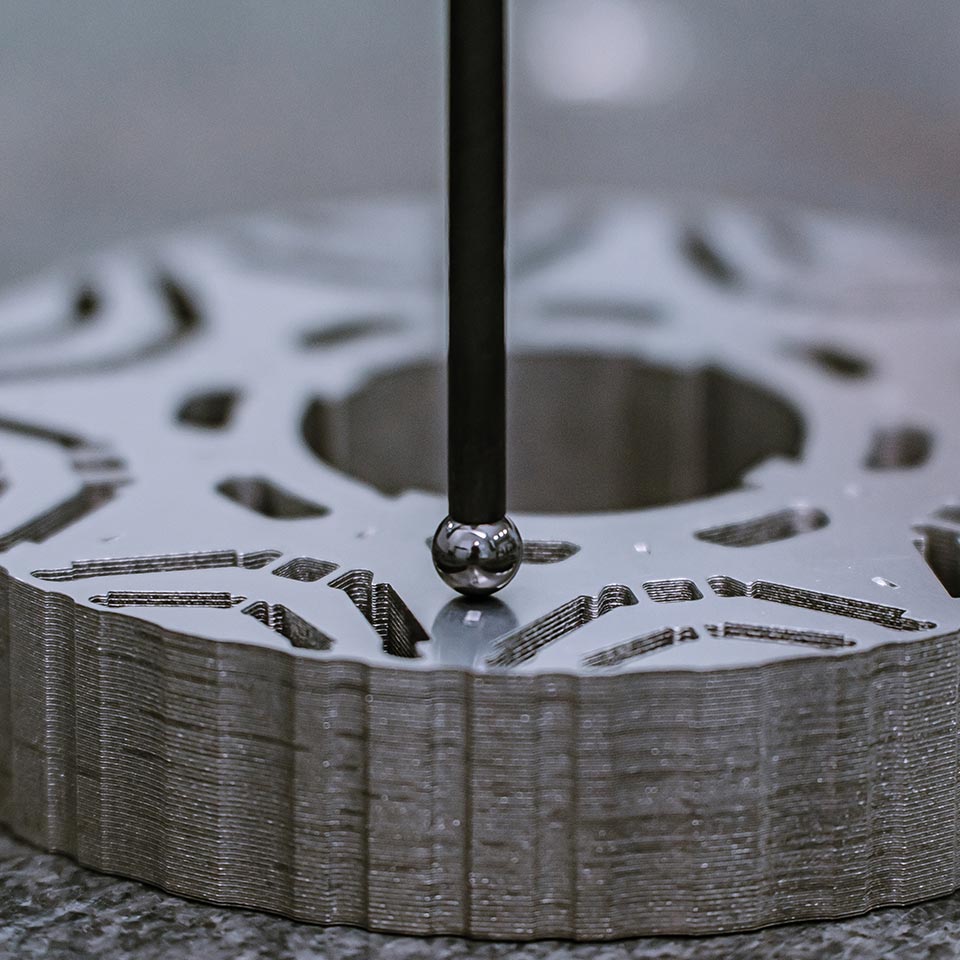
07. Boyutsal ve Geometrik Muayene
08. Son İşleme (İsteğe bağlı)
09. Son Kalite Kontrolü
Stator ve rotor grubunun tüm işlevsel ve güvenlik standartlarını karşıladığından emin olmak için kapsamlı elektriksel ve mekanik kontroller gerçekleştirin.
Yığın Sonrası İşleme
Lamine stator ve rotor çekirdek yığınlarının yapısal bütünlüğünü, performansını ve uzun ömürlülüğünü artırmak için çeşitli süreçlerden yararlanarak optimum işlevselliği garantiliyoruz.
01. Yalıtım
02. Reçine Kürleme
03. Kaplama Kaplama
04. Titreşim Sönümleme
05. Isıl İşlem
06. Manyetik Tedavi
07. Lazer Markalama
08. Yüzey Taşlama veya Parlatma
Zımpara taşları, lamine yığınların pürüzlü kenarlarını ve yüzey kusurlarını gidermek, pürüzsüzlüğünü ve yüzeyini iyileştirmek, verimliliğini ve görünümünü iyileştirmek için kullanılır.
Son Kalite Kontrolü
Son işlemden sonra, elektrik motoru laminasyon yığınlarımızda tüm işlevsel, güvenlik ve performans standartlarını karşıladığından emin olmak için kapsamlı bir son kalite denetimi gerçekleştiriyoruz.
- Görsel Muayene
- Boyutsal Ölçüm
- Manyetik Test
- Elektriksel Yalıtım Testi
- Tork Testi
- Isı Direnci Testi
- Titreşim Testi
- Mekanik Dayanıklılık Testi
- Kaçak Akım Testi
Müşteri Davası
Meydan Okuma
Müşterinin önceki tedarikçisi performans ve hassasiyet taleplerini karşılayamadı:
- Çekirdek kaybı çok yüksekti ve sürüş menzilini etkiliyordu.
- Yığının eş merkezliliği ve yükseklik farkı dengesizliğe ve titreşime neden oldu
- Yavaş teslimat süreleri, ürün lansman programlarının gecikmesine neden oldu
- Hem geliştirmeyi hem de uzun vadeli üretimi gerçekleştirebilecek bir üreticiye ihtiyaçları vardı.
Üretim Çözümümüz
Tamamen özelleştirilmiş bir stator ve rotor yığını çözümü sağladık:
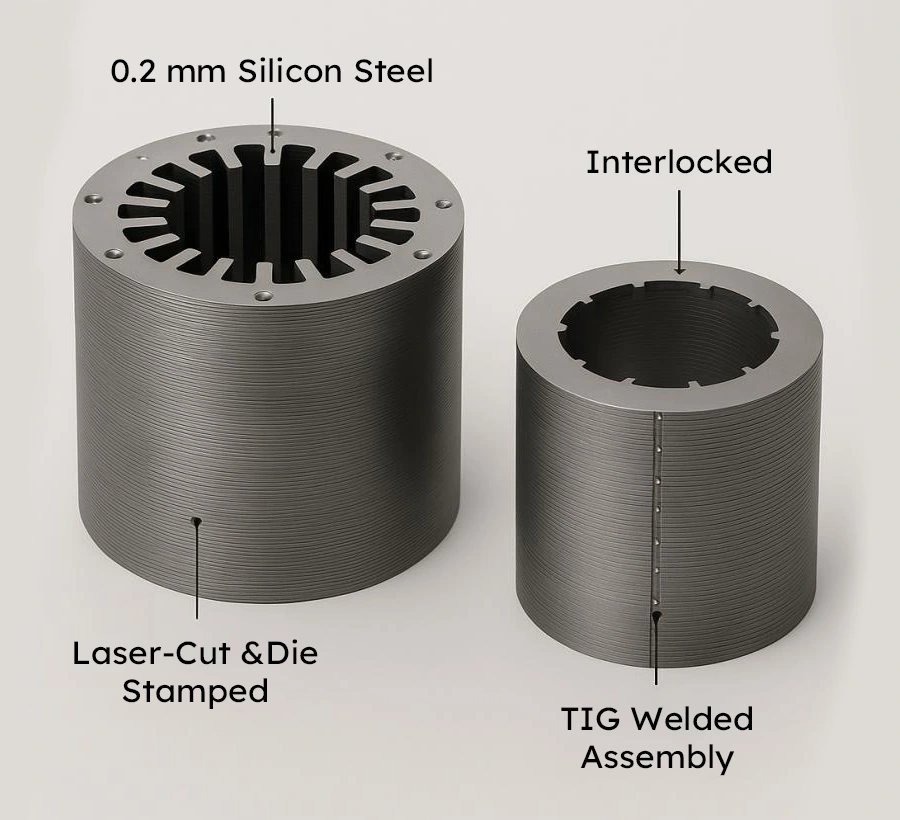
- Düşük kayıp için 0,2 mm yüksek kaliteli silisyum çelik laminasyonları kullanıldı.
- Doğruluğu garantilemek için lazer kesim ve kademeli kalıp damgalama uygulandı.
- Kilitlemeli ve TIG kaynaklı, tamamen monte edilmiş istifler teslim edildi.
- Numune aşamasından (50 set) seri üretime (ayda 20.000+ set) sorunsuz geçiş sağlandı.
Sonuç Karşılaştırma Tablosu
| Anahtar Metrik | Önce (Önceki Tedarikçi) | Sonra (Çözümümüzle) |
| Çekirdek Kaybı @ 400Hz, 1,5T | 8,9 W/kg | 5,2 W/kg |
| İstif Yüksekliği Toleransı | ±0,20 mm | ±0,03 mm |
| Rotor Konsantriklik Sapması | 0,12 mm | 0,02 mm |
| Aylık Üretim Çıktısı | 5,000 set | 20.000+ set |
| Prototipleme Teslim Süresi | 18 iş günü | 7 iş günü |
| Montaj Kusur Oranı | 6.2% | 0.7% |

