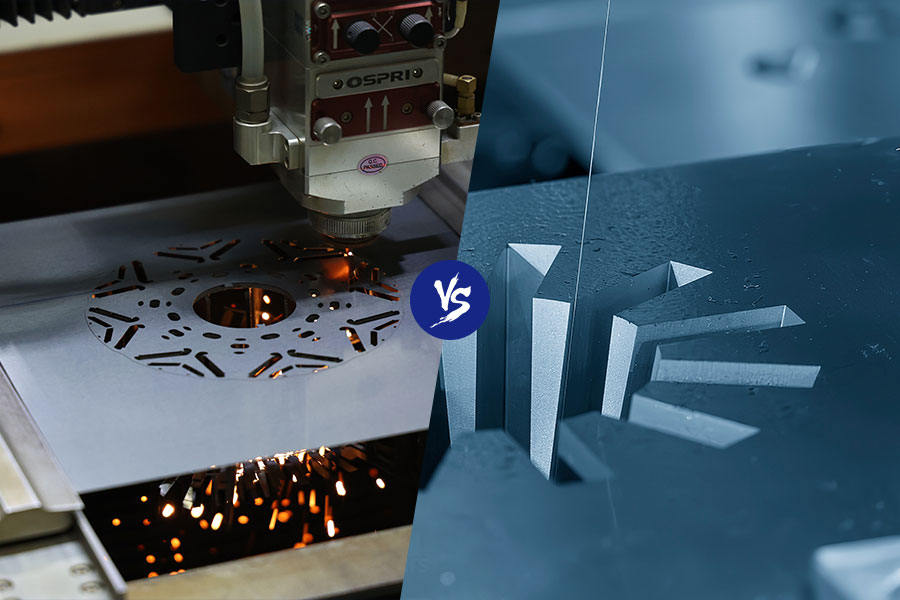
Producing precise stator and rotor laminations requires advanced cutting for accuracy, efficiency, and material quality. Laser cutting and low-speed wire cutting are two widely used methods, each with advantages and limitations. Understanding their differences is key to choosing the right process for making stator and rotor lamination samples.
Understanding Stator and Rotor Laminations
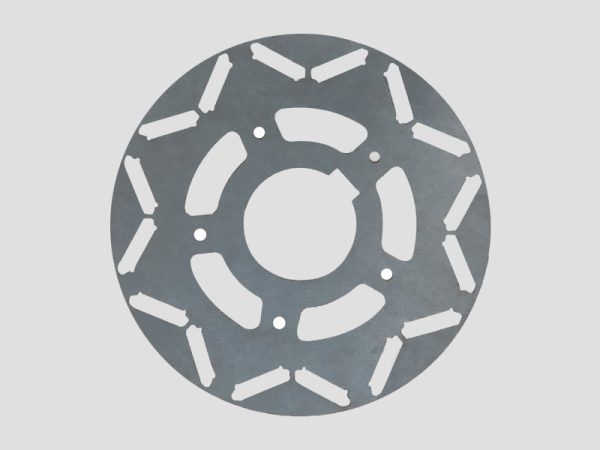
Electric motors and generators are built around a core of carefully cut, thin sheets of electrical steel called stator and rotor laminations.
By lowering eddy current losses, which can result in energy waste and overheating, these laminations significantly increase motor efficiency. Selecting the appropriate cutting technique is crucial to getting the best results because manufacturing these components requires accuracy and quality.



What is Laser Cutting?
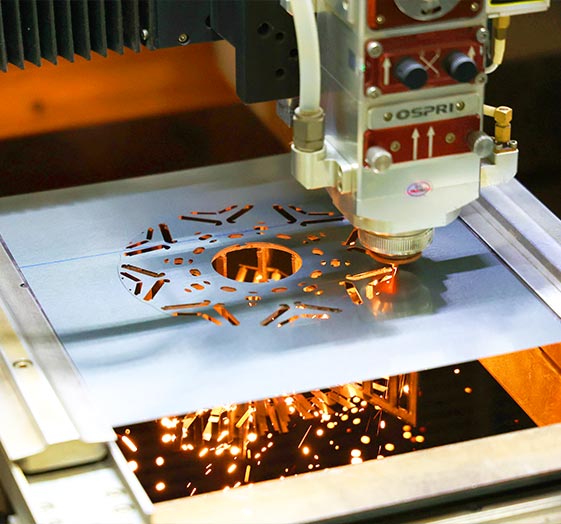
The thermal-based cutting technique known as laser cutting precisely melts, burns, or vaporizes materials using a concentrated laser beam. The laser, typically CO₂ or fiber-based, directs a concentrated beam onto the workpiece, producing clean and intricate cuts with minimal mechanical stress.
Advantages of Laser Cutting :
- High Speed: Laser cutting is much faster than traditional mechanical methods, making it ideal for rapid prototyping and high-volume production.
- Excellent Precision: The fine laser beam allows for extremely detailed and accurate cuts, ensuring high-quality laminations.
- Minimal Material Waste: Since the laser operates with precision, material waste is reduced, improving overall cost efficiency.
- Non-Contact Process: Unlike mechanical cutting, laser cutting does not apply physical force to the material, preventing deformation or structural damage.
Limitations of Laser Cutting:
- Heat-Affected Zones (HAZ): The high-energy laser can generate localized heat, which may alter the material’s magnetic properties and create burrs at the edges.
- Equipment Cost: Laser-cutting devices require a substantial investment due to their high cost of acquisition and upkeep.
- Not Ideal for Thick Materials: While laser cutting excels at thin laminations, it is less effective when cutting thicker materials, as heat buildup can cause warping.
What is Low-Speed Wire Cutting?

Low-speed wire cutting, also known as wire electrical discharge machining (EDM), is a non-contact cutting process that uses an electrically charged thin wire to cut through conductive materials. The wire, submerged in a dielectric fluid, discharges electrical sparks that erode the material without applying mechanical force.
Advantages of Low-Speed Wire Cutting :
- No Heat-Affected Zone: There is no chance of thermal distortion or changing the material’s magnetic characteristics because wire cutting doesn’t use heat.
- Superior Surface Finish: Wire EDM produces smooth, burr-free edges, reducing the need for additional post-processing.
- High Cutting Accuracy: Because of its remarkable precision, this technique can be used for intricate geometries and precise tolerances.
- Effective for Thick Materials: Unlike laser cutting, wire EDM can handle thicker laminations without any quality loss.
Limitations of Low-Speed Wire Cutting:
- Slower Cutting Speed: Compared to laser cutting, wire EDM is significantly slower, which may impact production efficiency.
- Higher Operational Costs: The need for continuous wire replacement and dielectric fluid maintenance adds to the overall cost.
- Limited Material Compatibility: Wire EDM is only effective on conductive materials, restricting its use in some applications.
Comparing the Two Methods for Laminations Sample Making
When it comes to stator and rotor lamination sample making, the choice between laser cutting and low-speed wire cutting depends on various factors such as material thickness, production speed, and precision requirements.
| Feature | Laser Cutting | Low-Speed Wire Cutting |
| Cutting Speed | Fast | Slow |
| Precision | High | Extremely High |
| Material Thickness Suitability | Best for thin laminations | Best for thick laminations |
| Heat Impact | Can cause heat-affected zones | No heat impact |
| Surface Finish | May require deburring | Smooth and burr-free |
| Cost Efficiency | Higher initial cost but efficient for high-volume production | Higher operational cost due to consumables |
| Ideal Applications | Mass production, rapid prototyping | Precision-critical components, low-volume production |
For thin laminations where speed and efficiency matter, laser cutting is the preferred choice. It enables manufacturers to swiftly and accurately produce vast amounts of samples.
However, if thicker laminations are required, low-speed wire cutting is the better option, as it ensures superior precision without the risk of heat damage.
Which Method is Better?
There is no definitive answer to whether laser cutting or low-speed wire cutting is better, as it depends on specific project requirements. Laser cutting is the go-to choice for high-speed production and thin laminations, whereas low-speed wire cutting is ideal for thicker laminations and ultra-precise applications.
For manufacturers producing large batches of standard stator and rotor laminations, laser cutting offers the best balance of speed and accuracy. However, for projects requiring extreme precision, minimal surface roughness, and zero heat effects, low-speed wire cutting remains the top choice.

