
Produttore di pile di laminazione per statori e rotori
- La laminazione e l'impilamento sono fasi cruciali nella produzione del nucleo, in quanto garantiscono un allineamento preciso, perdite ridotte per correnti parassite e proprietà magnetiche ottimali.
- Esaminiamo le tolleranze e offriamo consulenza sulla progettazione del processo di impilamento di statori e rotori, in base allo spessore di ciascun pezzo, alla lunghezza dell'impilamento e al design complessivo.
- Realizzare la produzione in lotti di erogazione di colla nello stampo
- Varie linee automatiche e processi di impilamento manuale
- 32 set di punzonatrici da 80T a 650T
- Personalizzazione per diverse applicazioni
- Certificato: IATF16949
10 processi di impilaggio delle laminazioni
Gli impilamenti di statore e rotore sono assemblati da lamierini utilizzando metodi come rivettatura, incastro, saldatura, incollaggio, imbullonatura, bloccaggio o auto-adesione (backlack). Per lamierini più lunghi, due metodi vengono spesso combinati per garantire la stabilità.
Erogazione di colla nello stampo
- Erogazione della soluzione completata all'interno dello stampo.
- La colla si solidifica entro 10-20 secondi.
- Elevata resistenza inter-chip.
- Eccellenti parametri prestazionali.
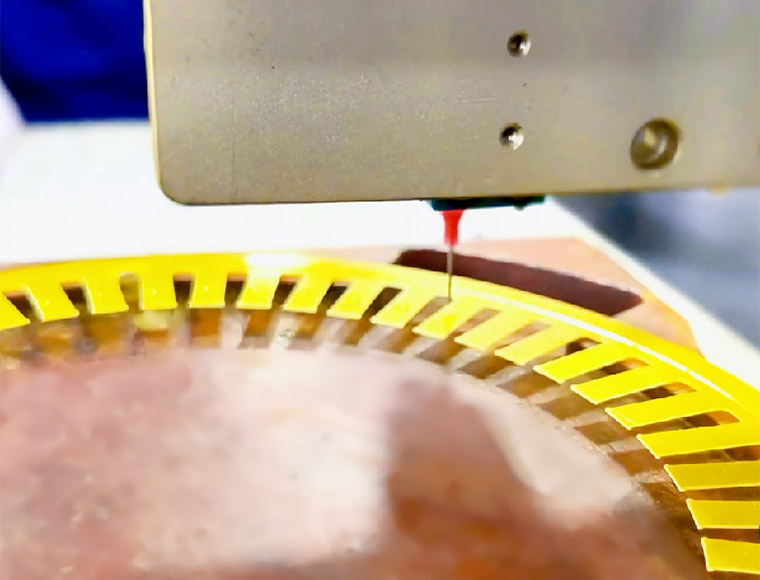
Erogazione di colla fuori stampo
- Applicato all'esterno dello stampo.
- Sistema di posizionamento automatico visivo combinato con l'erogazione del cilindro dell'ago della valvola di iniezione.
- Erogazione con inclinazione o rotazione di 360 gradi.
- Schema di riscaldamento del rivestimento autoadesivo.

Impilamento autobloccante progressivo dello stampo
- Completa automaticamente l'interblocco durante la timbratura.
- Efficiente per produzioni ad alto volume.
- Punti di incastro rettangolari o rotondi.
- Funziona per lamierini di rotore e statore.
Stampo composto da un punzone singolo autobloccante impilabile
- Assicura l'interblocco in punti specifici.
- Ideale per lotti più piccoli o per la verifica di parti personalizzate.
- Processo flessibile con intervento umano.
Rivetto impilabile
- Utilizzare rivetti a testa o piatti.
- Garantisce una connessione durevole e un assemblaggio sicuro.
- Adatto per lamierini rotorici.
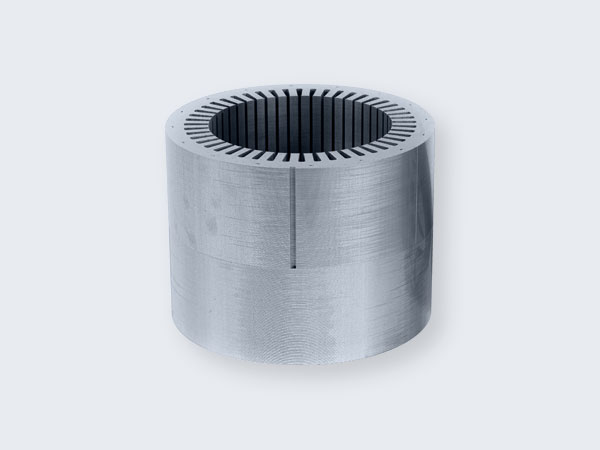
Saldatura accatastamento
- Metodi di saldatura laser, TIG, galvanometrica.
- Garantisce un legame forte e una distorsione minima.
- Ideale per lamierini di statore ad alta precisione.

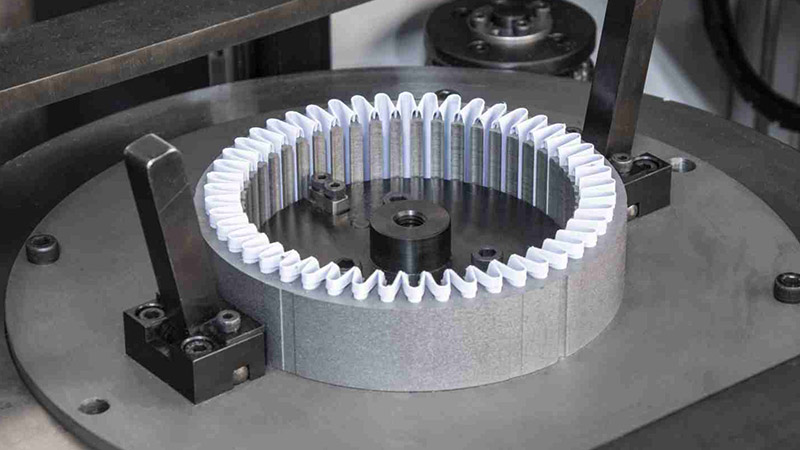
Impilamento autoadesivo
- Adesivi termici B35A300-Z/B50A400-Z ecc.
- Finitura liscia, forte adesione, durevole.
- Ideale per rivestimenti avanzati attivati dal calore.
- Funziona per lamierini di rotore e statore.
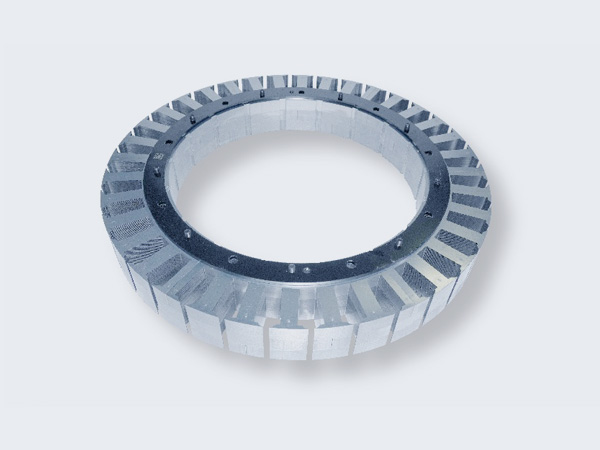
Impilamento dei bulloni
- Assemblare lamierini statorici di grande diametro.
- Offre adattabilità, stabilità e riutilizzabilità.
- Ideale per motori di grandi dimensioni con connessioni robuste.

Fibbia o impilamento di serraggio
- Fibbie dritte o oblique.
- Montaggio rapido, design robusto.
- Ideale per la laminazione compatta dello statore.

Impilamento con fusione di Al o fusione di Cu
- Sia la laminazione singola che l'impilamento possono essere pressate tramite fusione.
- Dotato di attrezzature per la fusione di alluminio orizzontali e verticali per soddisfare diversi requisiti di diametro esterno e altezza.
- Ideale per la laminazione di rotori compatti.
I nostri stack Common Motor Core
I nostri stack di nuclei di statore e rotore offrono soluzioni durevoli e specifiche per l’applicazione per motori CC, BLDC e a induzione in contesti sia industriali che di consumo.

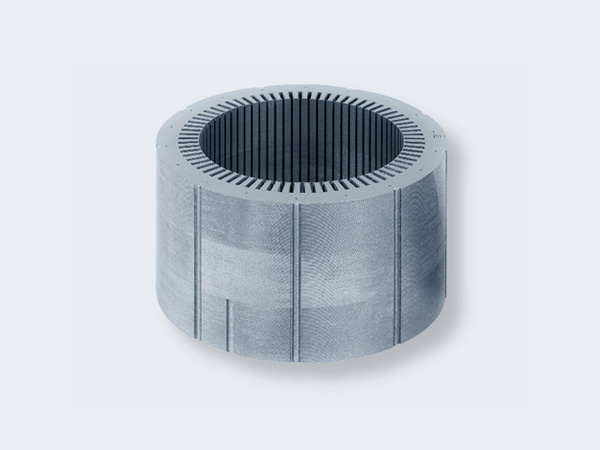
Nucleo del motore a induzione
- Statore scanalato e nucleo del rotore a gabbia di scoiattolo per induzione.
- Utilizza campi CA senza magneti permanenti.
- Utilizzato in pompe, compressori, ascensori e nell'industria.
- Durevole, conveniente e affidabile anche sotto carichi pesanti.

Nucleo del motore CC
- Le scanalature del nucleo dello statore laminato guidano l'avvolgimento della bobina e il flusso magnetico.
- Supporta motori a spazzole con coppia diretta e controllo semplice.
- Si trovano comunemente in piccoli elettrodomestici, utensili e giocattoli.
- Compatto, conveniente e semplice da produrre.

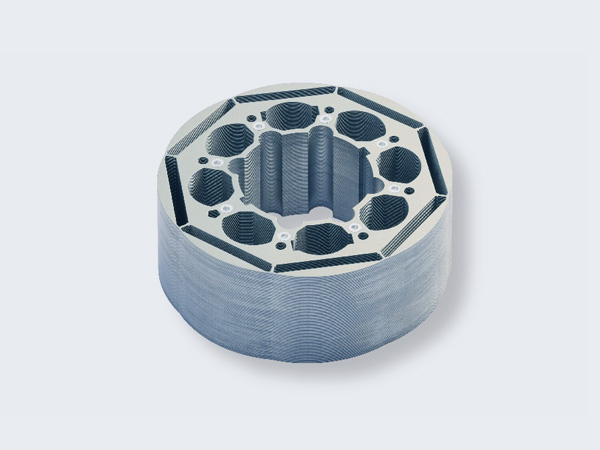
Nucleo del motore BLDC
- Il nucleo dello statore consente la commutazione elettronica e la precisione magnetica.
- Il nucleo del rotore utilizza magneti permanenti per ottenere coppia ed efficienza.
- Comune nei droni, nelle bici elettriche e nei sistemi HVAC.
- Silenzioso, richiede poca manutenzione e garantisce prestazioni durature.
Fasi del processo di impilamento
Dopo la produzione delle lamierini di statore e rotore, l’assemblaggio e il fissaggio degli impilamenti di statore e rotore seguono generalmente questi nove passaggi comuni:
01. Preparare le laminazioni
02. Allineamento delle laminazioni
03. Metodo di impilamento della selezione
Scegliere metodi di interblocco, saldatura, incollaggio o serraggio in base ai requisiti di progettazione e prestazioni.
04. Impilatura delle laminazioni
05. Compressione e serraggio
06. Fissaggio della pila
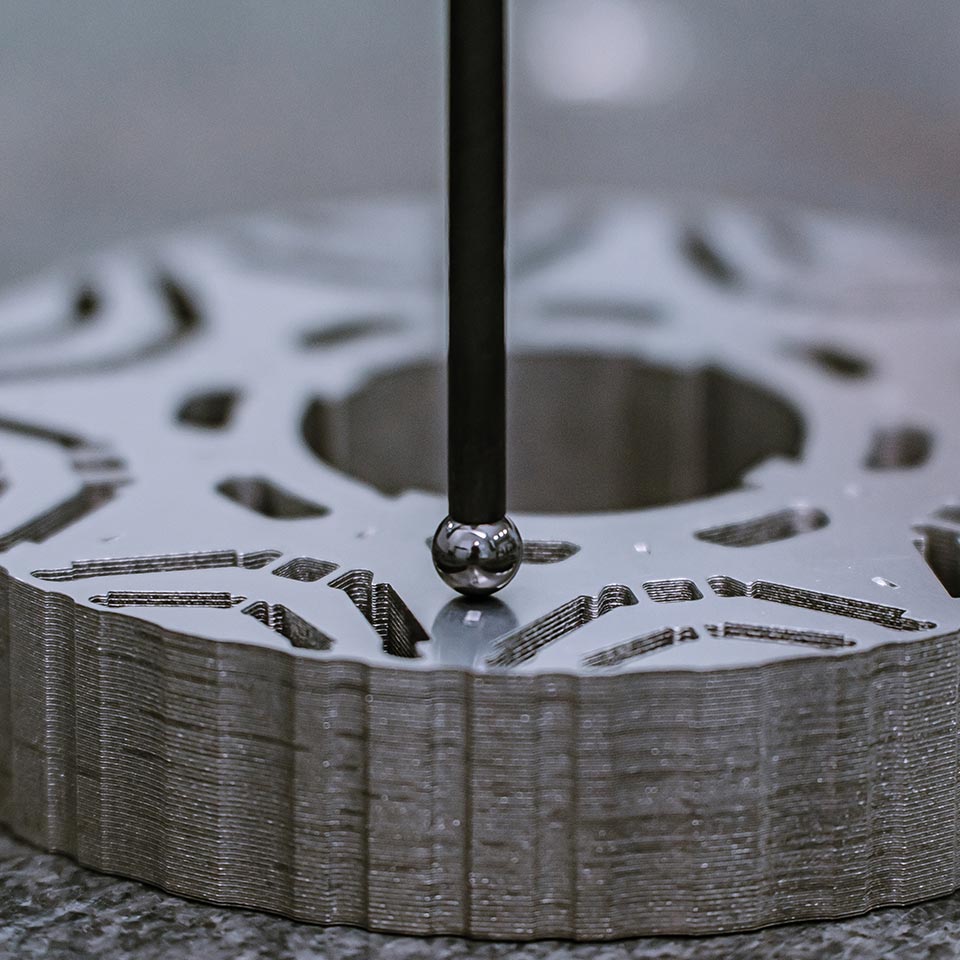
07. Ispezione dimensionale e geometrica
08. Post-elaborazione (facoltativo)
09. Controllo di qualità finale
Eseguire controlli elettrici e meccanici approfonditi per garantire che la pila dello statore e la pila del rotore soddisfino tutti gli standard funzionali e di sicurezza.
Elaborazione post-stack
Utilizziamo vari processi per migliorare l’integrità strutturale, le prestazioni e la longevità dei nuclei laminati dello statore e del rotore, garantendone una funzionalità ottimale.
01. Isolamento
02. Indurimento della resina
03. Rivestimento di placcatura
04. Smorzamento delle vibrazioni
05. Trattamento termico
06. Trattamento magnetico
07. Marcatura laser
08. Rettifica o lucidatura superficiale
Le mole abrasive vengono utilizzate per rimuovere bordi ruvidi e difetti superficiali, migliorando la levigatezza e la finitura dei pannelli laminati, migliorandone così l’efficienza e l’aspetto.
Controllo di qualità finale
Dopo la post-elaborazione, eseguiamo un controllo di qualità finale completo sui nostri stack di laminazione per motori elettrici per garantire che soddisfino tutti gli standard funzionali, di sicurezza e di prestazioni.
- Ispezione visiva
- Misurazione dimensionale
- Test magnetici
- Test di isolamento elettrico
- Test di coppia
- Test di resistenza al calore
- Test di vibrazione
- Test di resistenza meccanica
- Test di corrente di dispersione
Caso del cliente
La sfida
Il precedente fornitore del cliente non era in grado di soddisfare le richieste di prestazioni e precisione:
- La perdita di nucleo era troppo elevata e influiva sull'autonomia di guida.
- La concentricità della pila e la variazione di altezza hanno causato squilibri e vibrazioni
- Tempi di consegna lenti hanno ritardato i programmi di lancio dei prodotti
- Avevano bisogno di un produttore in grado di gestire sia lo sviluppo sia la produzione a lungo termine.
La nostra soluzione di produzione
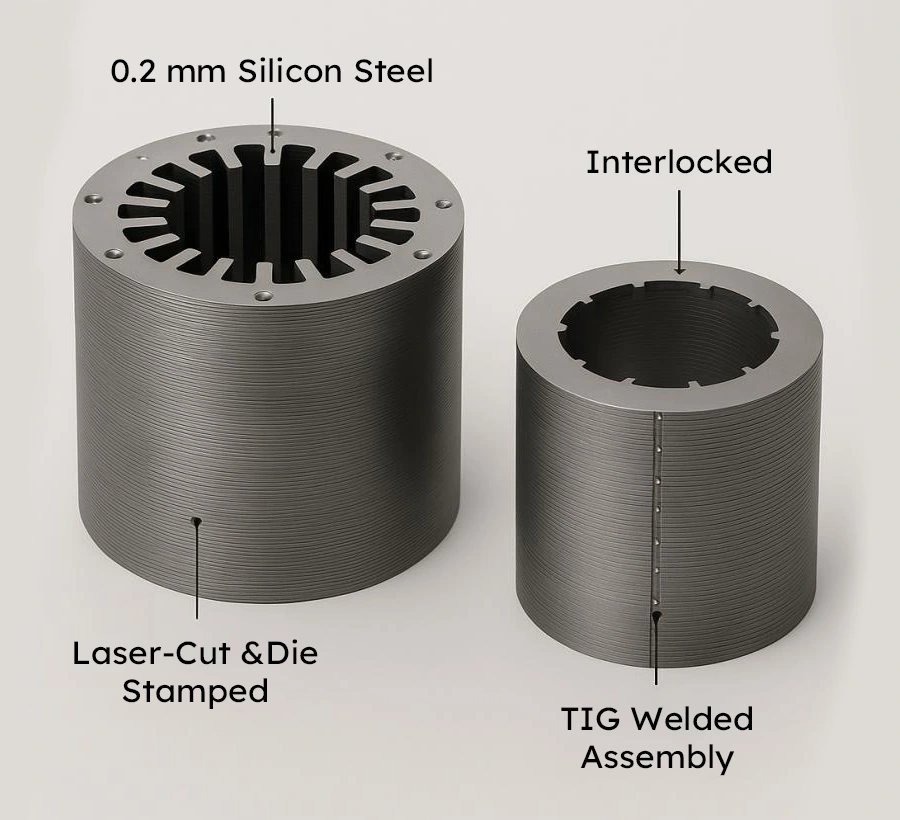
Abbiamo fornito una soluzione di statore e rotore completamente personalizzata:
- Sono state utilizzate lamine di acciaio al silicio di alta qualità da 0,2 mm per basse perdite.
- Taglio laser e stampaggio progressivo per garantire la precisione.
- Forniti completamente assemblati con incastro e saldatura TIG.
- Ha consentito una transizione graduale dalla fase di campionamento (50 set) alla produzione di massa (oltre 20.000 set/mese).
Tabella di confronto dei risultati
| Metrica chiave | Prima (Fornitore precedente) | Dopo (con la nostra soluzione) |
| Perdita del nucleo a 400Hz, 1,5T | 8,9 W/kg | 5,2 W/kg |
| Tolleranza sull'altezza della pila | ±0,20 mm | ±0,03 mm |
| Deviazione della concentricità del rotore | 0,12 mm | 0,02 mm |
| Produzione mensile | 5.000 set | 20.000+ set |
| Tempi di realizzazione dei prototipi | 18 giorni lavorativi | 7 giorni lavorativi |
| Tasso di difetti di assemblaggio | 6.2% | 0.7% |

