Statore del motore lineare
- I nostri statori per motori lineari garantiscono un'elevata densità di spinta, una forza estremamente fluida, tolleranze ridotte e un comportamento termico affidabile.
- Progettiamo, avvolgiamo e rifiniamo nuclei di statore che vengono inseriti nei vostri binari e dispositivi magnetici, alimentando utensili di precisione per semiconduttori, linee di batterie, metrologia e automazione.
- Ripetibilità di ±1 µm con feedback della scala lineare
- IP65 sigillato per ambienti lavabili
- Opzioni principali: Iron-core, Slotless Hybrid, Ironless
- Larghezza modulo 30–250 mm; Altezza 15–120 mm
- Classe di isolamento F 155 °C o H 180 °C
Basato sulla geometria
Scegli la geometria dello statore adatta al tuo percorso di movimento, al tuo inviluppo e al tuo ambiente per massimizzare la densità di forza, la fluidità e la manutenibilità.
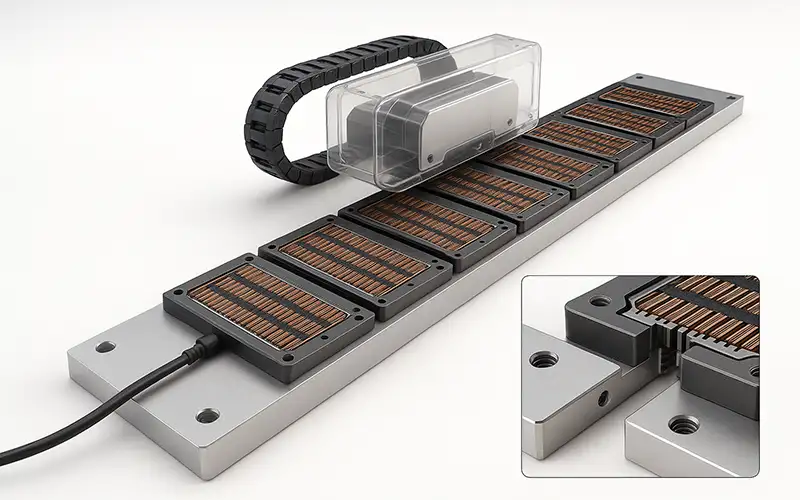
Statori piatti/planari (traccia)
- Moduli statorici rettangolari per portali, pick-and-place, lavorazione laser/PCB e metrologia. Combinate diverse lunghezze per ottenere corse lunghe.

Statori tubolari (cilindrici)
- Statori a barra abbinati a un motore magnetizzato (o viceversa). Ingombro ridotto, opzioni sigillate, ideali per elevate accelerazioni e lavaggi.
Basato sulla topologia del core
Forniamo statori con nucleo in ferro, ibridi senza fessura e senza ferro che garantiscono elevata forza, basso cogging e movimento estremamente fluido per applicazioni di produzione di precisione.
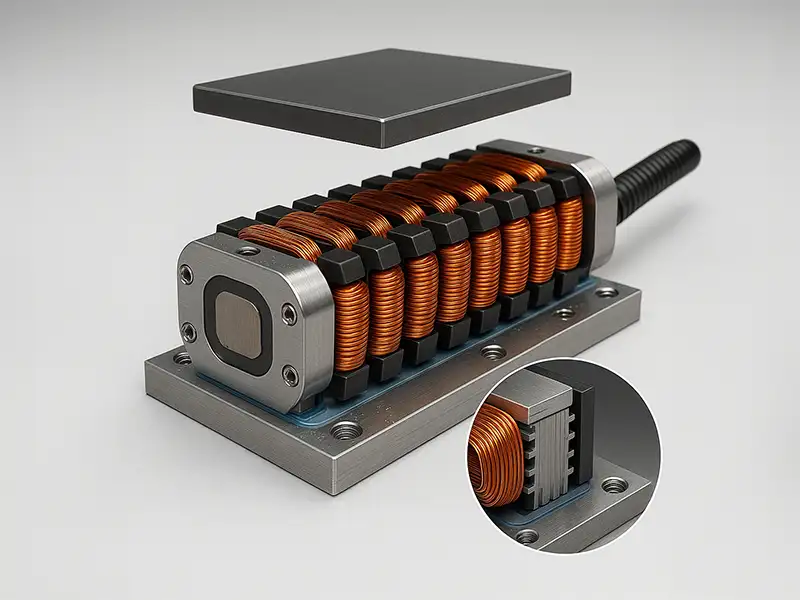
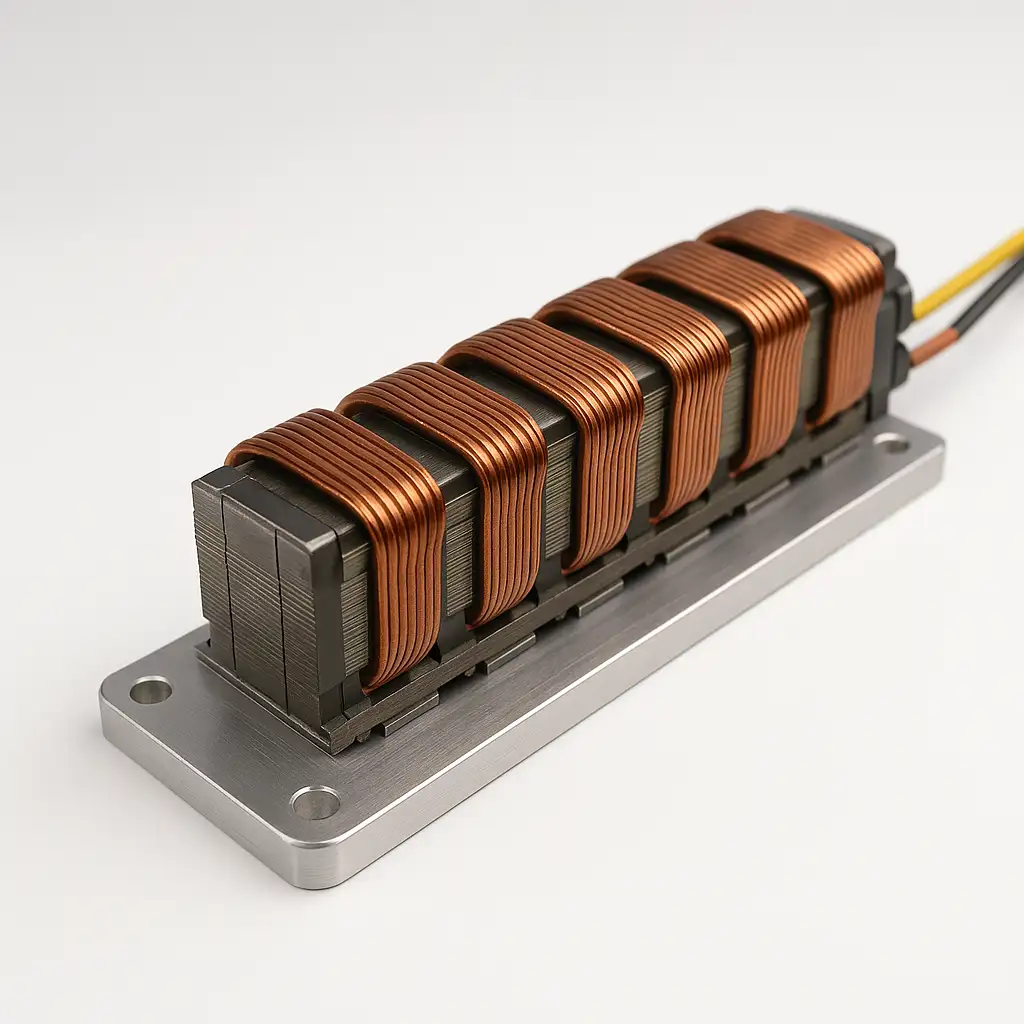
Nucleo di ferro (scanalato/dentato)
- Bobine avvolte attorno ai denti su un supporto posteriore laminato.
- Massima densità di forza, buon percorso termico.
- Ideale per macchine utensili, presse e linee di movimentazione.
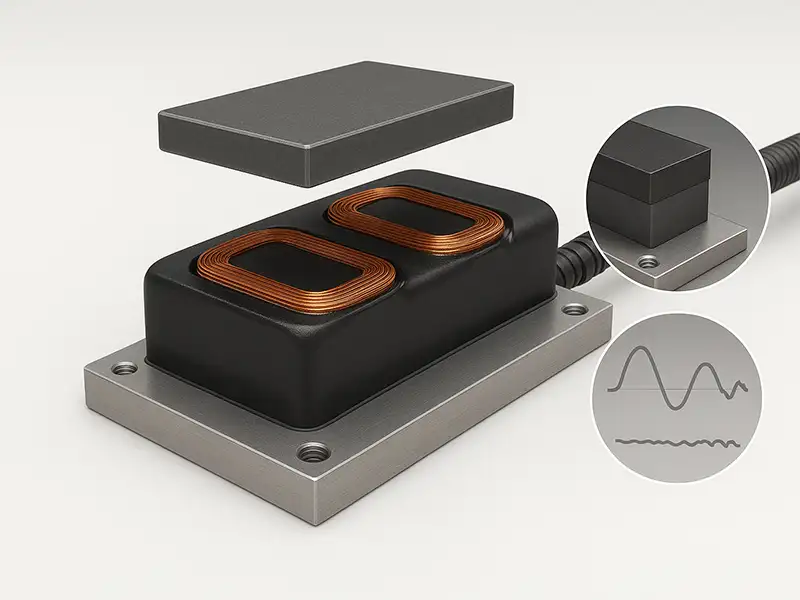
Senza fessura con supporto in ferro (ibrido)
- Bobine senza ferro su un retro di ferro liscio.
- Basso cogging con forza migliorata rispetto al solo ferro.
- Adatto per stadi di precisione che necessitano di un movimento più fluido.

Senza ferro (nucleo d'aria)
- Nessuna attrazione di attrito per un movimento estremamente fluido.
- La bobina leggera consente accelerazione e reattività.
- Ideale per la metrologia di ispezione dei semiconduttori e per le fasi di scansione.
Specifiche tipiche
Sono mostrate le gamme e le opzioni tipiche; adattiamo le dimensioni dello statore, i conduttori, l’isolamento, il raffreddamento, la messa in fase e le tolleranze al vostro binario, al vostro servizio e al vostro controller.
Parametro | Capacità / Opzioni |
Lunghezza (piatto) | Pezzo singolo da 50–2.000 mm; più lungo tramite segmenti modulari |
Larghezza/Altezza (piatto) | 30–250 mm / 15–120 mm tipici |
Dimensioni dei tubi | Diametro interno 16–80 mm, diametro esterno fino a 120 mm; lunghezza pila fino a 800 mm |
Laminazioni (nucleo in ferro) | Acciaio non orientato a grani da 0,20 / 0,27 / 0,35 mm |
Conduttori | Rame rotondo, rettangolare o litz; equivalenti AWG 16–30 |
Classe di isolamento | Classe F (155 °C) o Classe H (180 °C) |
Impregnazione / Invasatura | Riempimento VPI o epossidico; riempitivi termici da 0,8–2,0 W/m·K |
Raffreddamento | Canali naturali, ad aria forzata o liquidi (collettori) |
Fase | Trifase (standard); mono/bifase su richiesta |
Sensori e cavi | Sensori termici PT100/PT1000/NTC; cablaggi e connettori personalizzati |
Controllo della geometria | Planarità ≤0,03 mm/100 mm; rettilineità ≤0,05 mm/m (target di costruzione tipici) |
Tolleranze elettriche | Resistenza ±5%, induttanza ±7% (secondo il disegno) |
Finitura | Alloggiamenti anodizzati/verniciati; rivestimenti anticorrosione su acciaio |
Vantaggi principali
Funzionamento silenzioso e senza attrito
Le parti mobili senza contatto eliminano usura, rumore e particelle; ideali per laboratori e ambienti medici.
Controllo del movimento di precisione
Mantiene una velocità costante con elevata risoluzione per un microposizionamento e un dosaggio accurato.
Ampia busta di velocità
Da 8 μm/s ultra-lenti a >10 m/s sia per utensili delicati che per stampanti ad alta velocità.
Corsa lunga, adatto agli ambienti difficili
Corsa fino a 4,6 m; affidabile nel vuoto e nelle aree di produzione di petrolio/acqua.
Il nostro processo di produzione
- Grazie a un'ingegneria di precisione e a rigorosi controlli di qualità, garantiamo che ogni statore per motore lineare soddisfa gli standard più elevati.
- Progettazione e ingegneria degli stampi: Sviluppiamo progetti di stampi per stampaggio di precisione basati sui risultati dei prototipi e sulle tolleranze richieste per lo statore.
- Stampaggio di laminazione: punzonatura di lamine in acciaio al silicio ad alta precisione per prestazioni elettromagnetiche ottimali.
- Impilamento e incollaggio: allineare e incollare le lamiere per formare un nucleo dello statore solido.
- Avvolgimento della bobina: avvolgere le bobine di rame con precisione per garantire una distribuzione della corrente e un'efficienza uniformi.
- Trattamento di isolamento: applicare rivestimenti resistenti al calore per migliorare la sicurezza elettrica e la durata.
- Impregnazione e polimerizzazione: impregnare la resina sotto vuoto per rafforzare l'adesione delle bobine e la stabilità termica.
- Lavorazione e finitura: lavorazione precisa delle superfici per soddisfare specifiche dimensionali e di tolleranza.
- Test e garanzia della qualità: eseguire test elettrici, meccanici e termici per la verifica delle prestazioni.
- Ispezione finale e imballaggio: ispezionare visivamente e imballare gli statori per una consegna sicura e pulita ai clienti.

Qualità e test
- Ogni statore del motore lineare viene sottoposto a convalida dimensionale, di integrità del nucleo, elettrica e termica con documentazione tracciabile, soddisfacendo i piani di controllo specificati e i requisiti di reporting.
- Controllo dimensionale: vengono verificati il passo delle cave e dei poli, il profilo dei denti, la rettilineità, la planarità e l'allineamento della pila.
- Integrità del nucleo: vengono confermati il conteggio delle lamine e il fattore di impilamento, vengono ispezionate le saldature o i legami e viene controllata l'altezza delle sbavature.
- Test elettrici (unità avvolte): resistenza, induttanza, hi-pot e sovratensione vengono eseguiti con tracciabilità completa del set di bobine.
- Validazione termica: curve ΔT rispetto alla corrente stabilite, calibrazione del termistore verificata e report opzionali di prova termica forniti.
- Documentazione: vengono mantenuti e consegnati piani di controllo, registri di ispezione, serializzazione richiesta e reportistica specificata dal cliente.

Caso del cliente
- Fase di microlavorazione laser OEM per fabbriche di dispositivi medici nordamericane che necessitano di una forza continua superiore del 15% nello stesso ingombro, minore ondulazione di forza per tagli più puliti e ridotto aumento termico per proteggere l'ottica.
La nostra soluzione
- Statori senza fessura con supporto in ferro e avvolgimenti senza denti ottimizzati, lamierini posteriori in ferro da 0,27 mm, adattamento di fase-induttanza ±3%, sensori PT1000 integrati e una superficie di montaggio a terra ≤0,02 mm per 300 mm, forniti come segmenti piastrellabili da 600 mm per le piste magnetiche esistenti.
Risultati
Metrico | Prima | Dopo |
Forza continua a 10 A (per campata del motore) | 120 N | 145 N |
Ondulazione della forza picco-picco | 3.5% | 1.2% |
Aumento termico a 10 A (stato stazionario) | 42 °C | 36 °C |
Planarità della superficie di montaggio (oltre 300 mm) | 0,04 millimetri | 0,02 millimetri |
Rettilineità del palco superiore a 500 mm (sistema) | 8 micron | 5 micron |
Resa del primo passaggio di produzione (primi 5k pezzi) | 97.2% | 99.0% |
Domande frequenti generali
Quali materiali utilizzate per le lamiere dello statore del motore lineare e perché?
Le lamiere elettriche in acciaio, a grano orientato o non orientato, con spessore controllato riducono le perdite del nucleo, limitano le correnti parassite e garantiscono prestazioni magnetiche affidabili sotto carico.
Quali sistemi di isolamento vengono applicati nella produzione dello statore del motore lineare per garantire l'affidabilità?
L’isolamento di classe F o H utilizza filo smaltato, rivestimenti per fessure, cunei e impregnazione sotto vuoto e pressione, resistendo a scariche parziali, vibrazioni, infiltrazioni e cicli termici.
Quali test verificano la resistenza di fase e l'induttanza su uno statore di motore lineare finito?
La resistenza Kelvin a quattro fili e l’induttanza LCR a frequenze specifiche verificano le fasi; i limiti di squilibrio definiti e gli obiettivi di corrispondenza supportano un controllo e prestazioni accurati.
Quali sono le opzioni di back-iron disponibili per uno statore di motore lineare e quando sceglierne una?
Il nucleo in ferro massimizza la densità di forza e la rimozione del calore; il supporto in ferro senza fessure migliora la scorrevolezza; il nucleo senza ferro elimina l’attrazione, consentendo un’accelerazione più rapida per carichi utili delicati e applicazioni metrologiche.
Come viene controllata la pulizia durante l'assemblaggio dello statore del motore lineare per evitare contaminazioni?
Zone pulite, fasi di confezionamento sigillate, manipolazione senza lanugine e sostanze chimiche non siliconiche proteggono le superfici di giunzione, prevengono le inclusioni e preservano la resistenza dell’isolamento per assemblaggi sensibili.
Quali trattamenti superficiali vengono utilizzati sui nuclei dello statore dei motori lineari per proteggerli dalla corrosione?
La fosfatazione, la verniciatura elettroforetica o la nichelatura resistono alla corrosione; le finiture scelte preservano le proprietà magnetiche e mantengono la resistenza di contatto sulle interfacce di montaggio per tutta la durata di vita utile.
Quale imballaggio garantisce che uno statore per motore lineare arrivi senza danni e pronto per l'ispezione?
Protezioni angolari in schiuma, involucri VCI, essiccanti e casse rigide proteggono i componenti; indicatori di urto e inclinazione e tasche portadocumenti garantiscono consegne senza danni e pronte per l’ispezione.
Quali sono i tempi di produzione tipici per un nuovo progetto di statore per motore lineare?
I nuovi progetti richiedono dalle quattro alle otto settimane, tra attrezzaggio, prototipi e convalida; le ricostruzioni successive vengono accelerate in base al volume, alla complessità e agli impegni sui materiali.

