
Lo stampaggio progressivo ad alta velocità è un processo di produzione fondamentale per le lamine dei motori, che influisce sulla qualità dei pezzi, sulla produttività e sui costi di produzione complessivi.
Poiché i motori elettrici diventano sempre più efficienti e complessi, comprendere le dinamiche dei costi alla base dello stampaggio progressivo ad alta velocità aiuta gli acquirenti a prendere decisioni di approvvigionamento più intelligenti.
Che cosa è lo stampaggio progressivo ad alta velocità?
Lo stampaggio progressivo ad alta velocità è un processo di formatura dei metalli in cui le strisce di acciaio elettrico vengono alimentate attraverso una serie di stazioni di stampaggio. In ogni stazione, punzoni, matrici e utensili di formatura modellano, tagliano e formano progressivamente le lamiere per i motori.
A differenza della semplice tranciatura o dello stampaggio a stazione singola, gli stampi progressivi eseguono più operazioni in un unico strumento lineare, riducendo la movimentazione e consentendo un’elevata produttività unitaria, spesso migliaia di pezzi all’ora.
Le caratteristiche principali includono:
- Set di stampi multi-stazione
- Alimentazione continua della striscia
- Indicizzazione automatizzata dei materiali
- Elevate velocità di produzione (500–2.000 colpi/min o più)
- Controllo dimensionale rigoroso
Per lamierini motore, questo processo garantisce una forma uniforme, scarti minimi e una geometria ripetibile, essenziali per una bassa perdita del nucleo e prestazioni magnetiche efficienti.
Perché è importante comprendere il costo della timbratura
Per gli OEM e i produttori di motori, il costo dello stampaggio rappresenta un fattore di costo più ampio che ha un impatto su:
- Convenienza parziale e margini di profitto
- Ammortamento degli utensili in base al volume di produzione
- Selezione dei fornitori e pianificazione della capacità
- Costo totale dei beni venduti (COGS)
- Scalabilità della produzione e tempi di consegna
Senza una chiara visione dei costi, gli acquirenti rischiano di pagare troppo, di scegliere fornitori inadatti o di trovarsi ad affrontare sorprese come costi di sostituzione degli utensili e costi di qualità non contabilizzati.
Componenti di costo dello stampaggio progressivo ad alta velocità
Il costo progressivo dello stampaggio ad alta velocità per le lamiere dei motori è composto da diverse componenti distinte che insieme determinano il prezzo unitario. Tra queste:
- Costo degli utensili
- Costo del materiale
- Costi di pressatura/produzione
- Costi di installazione e cambio
- Costo di garanzia della qualità
- Spese generali e margine di profitto
1. Costo degli utensili
Il costo degli utensili rappresenta uno dei maggiori investimenti iniziali nello stampaggio progressivo. Include la progettazione e la fabbricazione degli stampi, l’acciaio per utensili, gli elettrodi, le attrezzature, le guide, i telai degli utensili e i processi di tempra.
Il costo degli utensili dipende da:
- Numero di stazioni nello stampo progressivo
- Complessità del profilo di laminazione
- Requisiti di precisione e tolleranza
- Spessore del materiale e tipo di rivestimento
- Materiali resistenti all’usura (ad esempio, nitrurati, rivestimento PVD/DLC)
- Complessità dei piloti e delle guide delle strisce
Per le lamiere dei motori con più scanalature, raggi interni e interblocchi, gli stampi progressivi possono essere complessi e costosi.
Categorie tipiche di costo degli utensili:
| Componente di utensili | Descrizione |
| Blocco matrice e inserti | Lavorazione dei metalli di base che definisce la geometria della parte |
| Pugni | Elementi di taglio e formatura |
| Spogliarelliste e piloti | Controllo dell’alimentazione e rimozione del materiale |
| Guide e cuscinetti | Indicizzazione e allineamento di precisione |
| Tempra/rivestimento | Per resistenza all’usura ad alta velocità |
A seconda della complessità del pezzo, i costi degli utensili possono essere bassi, nell’ordine di diverse migliaia di dollari, oppure salire a decine di migliaia di dollari per le complesse laminazioni dei motori.
Poiché il costo degli utensili viene ammortizzato in base al volume di produzione, volumi più elevati riducono il contributo per pezzo del costo degli utensili.
2. Costo del materiale
Il costo del materiale comprende la striscia di acciaio elettrico grezzo utilizzata per produrre le laminazioni.
Fattori che influenzano il costo dei materiali:
- Grado di acciaio (ad esempio, M19, M27, leghe ad alto contenuto di silicio)
- Spessore (0,20 mm, 0,35 mm, ecc.)
- Larghezza della striscia (influenza l’efficienza di annidamento)
- Rivestito vs. non rivestito (alcuni acciai magnetici hanno rivestimenti isolanti)
- Prezzi dei fornitori e fluttuazioni del mercato
Poiché le lamiere dei motori sono solitamente stampate in acciaio elettrico di alta qualità, il costo del materiale può rappresentare il 30-50% del costo totale del pezzo, soprattutto quando sono richiesti gradi rari o tolleranze di spessore ristrette.
3. Costi di stampaggio/produzione
I costi di pressatura includono il tempo di lavorazione, la manodopera, le utenze e la manutenzione durante la normale produzione.
Il costo di produzione dipende da:
- Tipo e capacità della pressa (servo vs. meccanica, tonnellaggio)
- Velocità di produzione (colpi al minuto)
- Dimensioni dell’equipaggio e livello di abilità
- Costo energetico
- Tempi di fermo e di cambio formato
Le presse ad alta velocità funzionano più velocemente, ma possono richiedere una manutenzione più frequente, un maggiore consumo energetico e operatori più qualificati. Trovare il giusto equilibrio tra velocità e costi è fondamentale.
Il costo di produzione può essere calcolato utilizzando:
Costo di pressatura = (Costo orario della macchina × Tempo di esecuzione) + Costo della manodopera
Esempio:
Se una pressa costa 60 $/ora e i pezzi vengono lavorati per 10 ore a 1.000 pezzi/ora:
- Costo di pressatura = $60 × 10 = $600
- Costo per parte = $ 600 / 10.000 = $ 0,06 per parte
Aggiungi manodopera: se un operatore lavora a 20 $/ora (per 10 ore = 200 $), allora manodopera per pezzo = 0,02 $.
Costo totale di pressatura per parte = $ 0,08
(Si tratta di numeri illustrativi; i valori effettivi variano in base alla regione e al volume.)
4. Costi di installazione e cambio
L’installazione include:
- Installazione e calibrazione dello stampo
- Regolazione della pressione
- Allineamento dell’alimentazione della striscia
- Prima ispezione dell’articolo
I costi di sostituzione si verificano quando gli utensili vengono rimossi per un altro lavoro.
Il costo di installazione è spesso fisso per esecuzione, quindi ha un impatto maggiore sui volumi bassi.
Esempio:
Se l’installazione richiede 4 ore a una tariffa oraria di 80 $ (stampa + manodopera):
- Costo di installazione = $ 320
- Se vengono prodotte solo 1.000 parti, per parte = $ 0,32
- Se vengono prodotte 20.000 parti, per parte = $ 0,016
Pertanto, il volume influisce notevolmente sul contributo dei costi di installazione.
5. Costo di garanzia della qualità
Il costo della qualità include:
- Ispezione in linea (ottica, laser, sistemi di visione)
- Campionamento e test (proprietà dimensionali e magnetiche)
- Ispezione secondaria per sbavature, crepe, deformazioni
- Scarti e rilavorazioni associati a difetti
Una precisione più elevata o tolleranze più strette richiedono in genere un maggiore impegno di ispezione, con conseguente aumento dei costi.
Per le laminazioni dei motori, i fornitori spesso includono:
- Ispezioni visive
- Misurazione dimensionale
- Test di perdita e permeabilità del nucleo sul campione
Il costo della qualità può essere gestito attraverso:
- SPC (Controllo Statistico di Processo)
- Ispezione automatizzata per ridurre i costi del lavoro manuale
- Manutenzione preventiva per ridurre i tassi di difettosità
6. Spese generali e margine di profitto
Questo comprende:
- Spese generali di fabbrica (utenze, affitto, supervisione)
- Deposito e manutenzione degli utensili
- Costi amministrativi
- Margine di profitto del fornitore
In genere, i costi generali vengono assorbiti nel costo per pezzo, assegnando i costi generali totali al volume di produzione.
Il margine di profitto varia a seconda del fornitore e del mercato; in genere è compreso tra il 10 e il 30% sulle operazioni di stampaggio.
Come viene calcolato il costo della stampa progressiva
Illustriamo un semplice calcolo dei costi per un lavoro di laminazione di un motore.
Esempio di lavoro
- Volume: 50.000 laminazioni
- Velocità di pressatura: 1.000 pezzi/ora
- Costo di stiratura: $ 60/ora
- Costo del lavoro: $ 20/ora
- Costo dello stampo: $ 18.000
- Costo del materiale per striscia: $ 0,50/laminazione
- Costo di ispezione: $ 0,05/laminazione
Analisi dettagliata
- Ammortamento degli utensili
Costo degli utensili ÷ volume = $ 18.000 / 50.000 = $ 0,36 per parte
- Costo del materiale
Materiale diretto = $ 0,50 per parte
- Costo di pressatura
Costo di pressatura/ora = $ 60
Ore di produzione = 50 ore
Costo di pressatura = $ 60 × 50 = $ 3.000
Costo di pressatura per parte = $ 3.000 / 50.000 = $ 0,06
- costo del lavoro
Costo del lavoro/ora = $20
Lavoro = $20 × 50 = $1.000
Manodopera per pezzo = $ 1.000 / 50.000 = $ 0,02
- Costo dell’ispezione
Ispezione = $ 0,05 per parte
- Costo di installazione
Supponiamo 2 ore a $ 80/ora in totale = $ 160
Per parte = $ 0,0032 (trascurabile con grandi volumi)
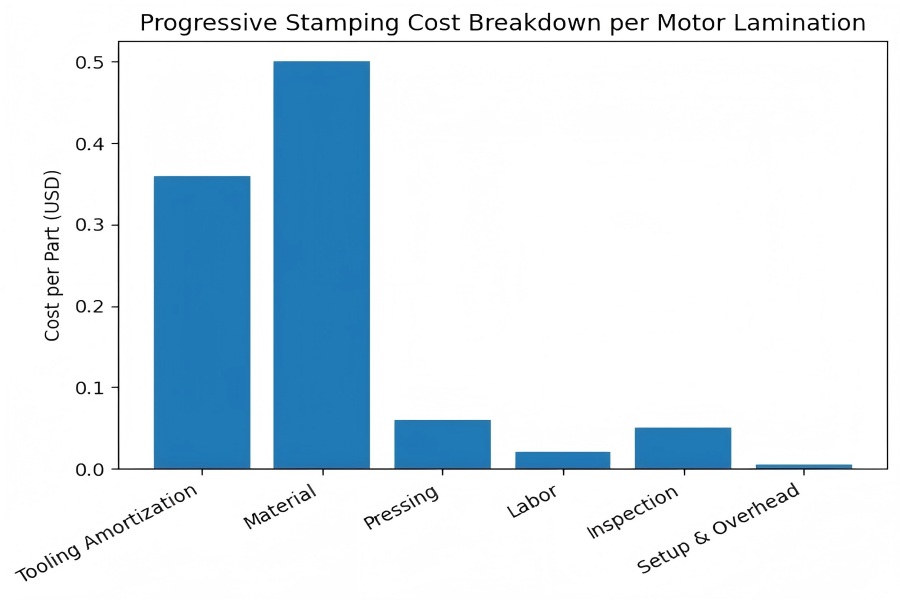
Costo totale per parte
| Componente di costo | Costo unitario |
| Ammortamento degli utensili | $0,36 |
| Materiale | $0,50 |
| Pressatura | $0,06 |
| Lavoro | $0,02 |
| Ispezione | $0,05 |
| Configurazione e spese generali | ~0,005 |
| Costo totale stimato | $1,01 |
In questo esempio, il costo di stampaggio per una laminazione è di circa $ 1,01.
I costi effettivi variano notevolmente in base alla regione, al tipo di acciaio, alle tolleranze e all’efficienza del fornitore.
Fattori che influenzano il costo dello stampaggio progressivo
Gli acquirenti sono più in grado di negoziare e stimare i budget quando sono consapevoli dei fattori che incidono sui costi.
Grado e spessore del materiale
Gli acciai elettrici speciali o ad alto contenuto di silicio costano di più rispetto agli acciai di bassa qualità e potrebbero richiedere avanzamenti più lenti o rivestimenti speciali degli utensili.
Un materiale più sottile aumenta i requisiti di controllo degli scarti e può ridurre la durata dell’utensile.
Complessità delle parti
Caratteristiche quali:
- più slot
- denti stretti
- ritagli interni
- linguette ad incastro
Tolleranza e precisione
Tolleranze più strette richiedono:
- utensili di alta qualità
- ispezione più frequente
- produzione più lenta per una variazione ridotta
Dimensione del lotto e frequenza degli ordini
I lotti più piccoli comportano costi di allestimento per unità più elevati. I frequenti cambi di produzione aumentano il costo medio per pezzo.
Capacità di stampa
Le presse ad alta velocità producono più unità all’ora, ma possono comportare:
- Maggiore usura degli utensili
- Costi di manutenzione più elevati
- Formazione specializzata
Geografia del fornitore
Manodopera, utenze e spese generali variano a seconda della regione. I fornitori nelle regioni a basso costo potrebbero offrire prezzi unitari più bassi, ma gli acquirenti dovrebbero valutare anche la qualità dei sistemi, l’affidabilità delle consegne e i costi logistici.
Confronto dei costi: stampaggio progressivo vs. convenzionale
I metodi di stampaggio differiscono notevolmente in termini di struttura dei costi, velocità e scalabilità, rendendo la selezione del processo fondamentale per l’efficienza della produzione di laminazione dei motori.
| Aspetto | Stampaggio a fessura singola | Stampaggio composto | Stampaggio progressivo ad alta velocità |
| Costo di installazione | Molto basso | Medio | Alto |
| Costo degli utensili | Basso | Medio-Alto | Alto |
| Costo per parte a basso volume | Competitivo | Moderare | Meno competitivo |
| Costo per parte ad alto volume | Alto | Moderare | Molto competitivo |
| Velocità di produzione | Basso | Medio | Molto alto |
| Gestione della complessità delle parti | Limitato | Bene | Eccellente |
| Coerenza dimensionale | Moderare | Bene | Eccellente |
| Controllo degli scarti | Basso-moderato | Moderare | Alto |
| Livello di automazione | Basso | Medio | Alto |
| Miglior intervallo di applicazione | Prototipi, piccoli lotti | Volumi medi | Grandi volumi, geometrie complesse |

