
Производитель пакетов ламинаций статора и ротора
- От ламинирования до укладки – ключевой этап в производстве сердечников, обеспечивающий точное выравнивание, снижение вихревых потерь и оптимальные магнитные свойства.
- Мы анализируем допуски и предоставляем рекомендации по проектированию процесса укладки статора и ротора, учитывая толщину каждого элемента, длину пакета и общий дизайн.
- Реализовать серийное производство дозирования клея в форму
- Различные автоматические линии и процессы ручной укладки
- 32 комплекта пробивных станков от 80T~650T
- Настройка для различных приложений
- Сертификат: IATF16949
10 процессов укладки ламелей
Сборка пакетов статора и ротора осуществляется из ламелей с использованием таких методов, как клепка, зацепление, сварка, склеивание, болтовое соединение, защелкивание или самоклеящийся материал (backlack). Для более длинных ламелей часто комбинируются два метода для обеспечения стабильности.
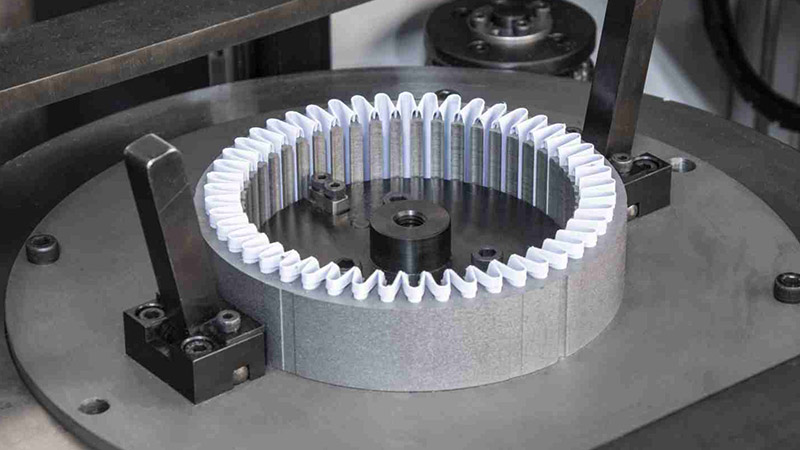
Дозирование клея в форме
- Дозирование раствора завершено внутри формы.
- Клей затвердевает в течение 10-20 секунд.
- Высокая прочность стружки.
- Отличные эксплуатационные характеристики.
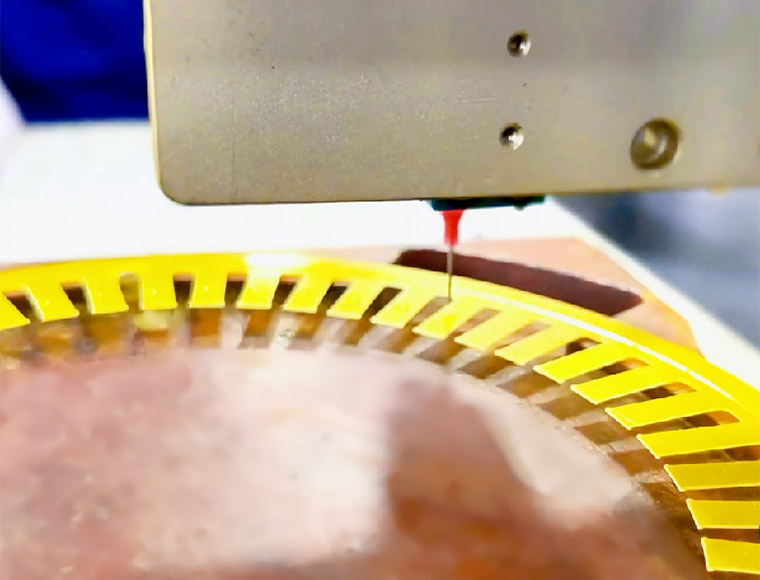
Дозирование клея Out-Mold
- Наносится снаружи формы.
- Визуальная автоматическая система позиционирования в сочетании с иглой впрыскивающего клапана цилиндра дозирования.
- Дозирование с наклоном или вращением на 360 градусов.
- Схема нагрева самоклеящегося покрытия.

Прогрессивная самоблокирующаяся укладка пресс-форм
- Автоматически завершает блокировку во время штамповки.
- Эффективно для крупносерийного производства.
- Прямоугольные или круглые точки соединения.
- Подходит для ламинаций ротора и статора.
Составная форма с одним пуансоном, самоблокирующаяся укладка
- Обеспечивает блокировку в определенных точках.
- Идеально подходит для проверки небольших партий или индивидуальных деталей.
- Гибкий процесс с участием человека.
Клепочное штабелирование
- Используйте заклепки с плоской или головчатой головкой.
- Обеспечивает прочное соединение и надежную сборку.
- Подходит для ламинаций ротора.
Сварочное штабелирование
- Лазерная, TIG и гальванометрическая сварка.
- Обеспечивает прочное соединение, минимальную деформацию.
- Лучше всего подходит для высокоточных пластин статора.

Самоклеящееся штабелирование
- B35A300-Z/B50A400-Z и другие термоклеи.
- Гладкая поверхность, прочное соединение, долговечность.
- Идеально подходит для современных термоактивируемых покрытий.
- Подходит для ламинаций ротора и статора.
Болтовое штабелирование
- Сборка ламинаций статора большого диаметра.
- Обеспечивает регулируемость, стабильность и возможность повторного использования.
- Отлично подходит для больших двигателей с прочными соединениями.

Загибное или зажимное штабелирование
- Прямые или косые пряжки.
- Быстрая сборка, прочная конструкция.
- Лучший вариант для компактных ламинаций статора.

Литое штабелирование с алюминием (Al) или медью (Cu)
- Как одиночные ламинации, так и пакеты могут подвергаться литьевому прессованию.
- Оборудован горизонтальным и вертикальным литейным оборудованием для алюминия, чтобы соответствовать различным требованиям к внешнему диаметру и высоте.
- Лучший вариант для компактных ламинаций ротора.
Наши общие стеки сердечников двигателя
Наши статорные и роторные сердечники представляют собой надежные решения для конкретных областей применения двигателей постоянного тока, бесщеточных двигателей постоянного тока и асинхронных двигателей как в промышленных, так и в бытовых условиях.

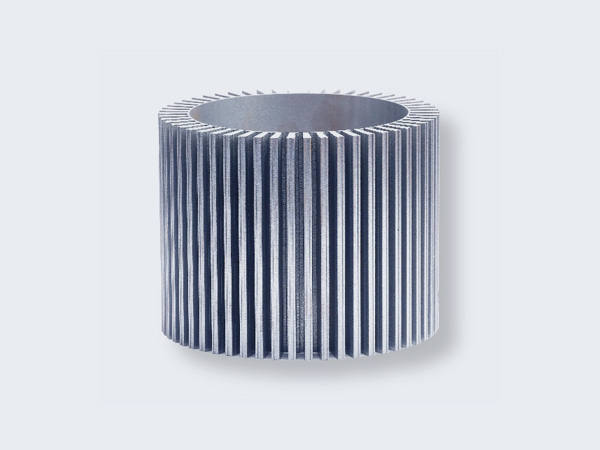
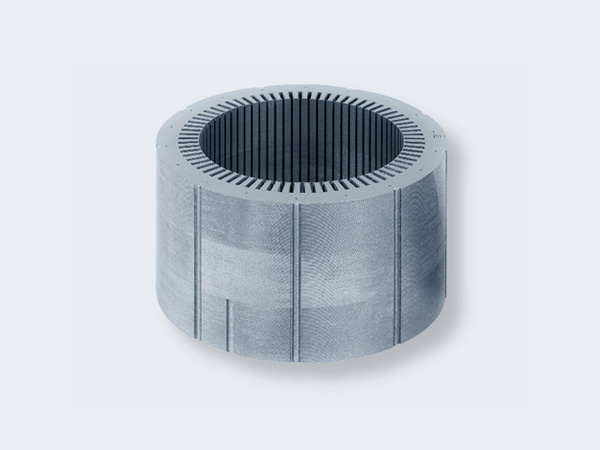
Сердечник асинхронного двигателя
- Щелевой статор и сердечник короткозамкнутого ротора для индукции.
- Использует поля переменного тока без постоянных магнитов.
- Используется в насосах, компрессорах, лифтах и промышленности.
- Прочный, экономичный и надежный при больших нагрузках.

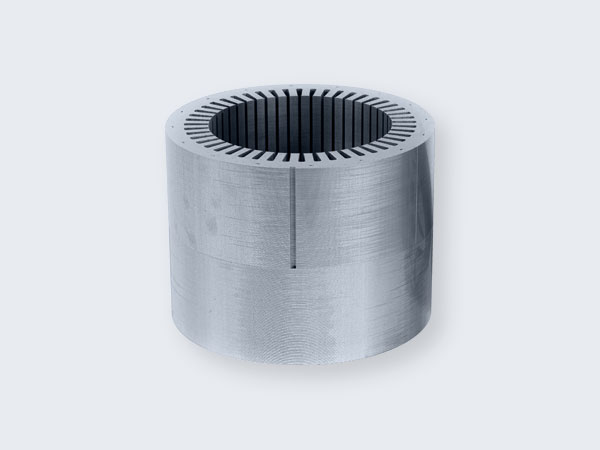
Сердечник двигателя постоянного тока
- Пазы сердечника статора из пластинчатого материала направляют обмотку катушки и магнитный поток.
- Поддерживает щеточные двигатели с прямым крутящим моментом и простым управлением.
- Обычно встречается в мелкой бытовой технике, инструментах и игрушках.
- Компактный, доступный и простой в изготовлении.

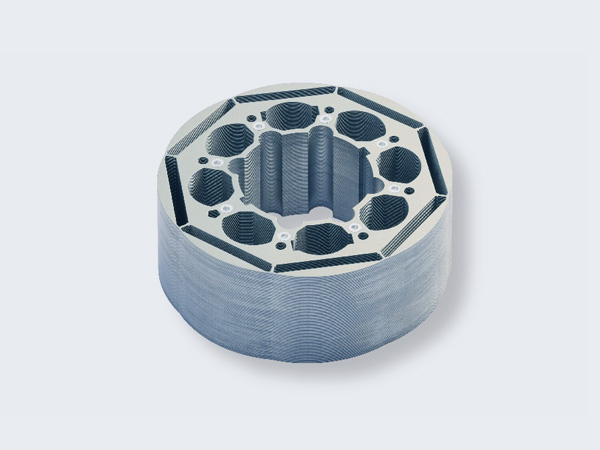
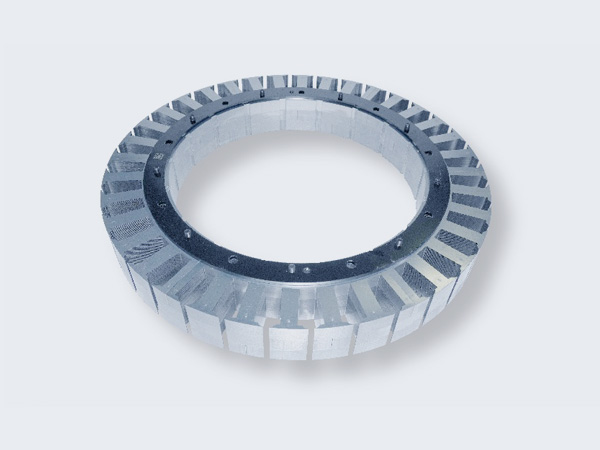
Сердечник двигателя BLDC
- Сердечник статора обеспечивает электронную коммутацию и магнитную точность.
- В сердечнике ротора для обеспечения крутящего момента и эффективности используются постоянные магниты.
- Распространено в дронах, электровелосипедах и системах отопления, вентиляции и кондиционирования воздуха.
- Бесшумный, не требующий особого обслуживания и долговечный.
Этапы процесса укладки
После изготовления пластин статора и ротора сборка и фиксация пакетов статора и ротора обычно следуют этим девяти общим этапам:
01. Подготовить ламинации
02. Выравнивание ламинаций
03. Выбор метода укладки
Выбирайте методы соединения, сварки, склеивания или зажима в зависимости от требований к конструкции и эксплуатационным характеристикам.
04. Укладка ламинаций
05. Сжатие и зажим
06. Фиксация пакета
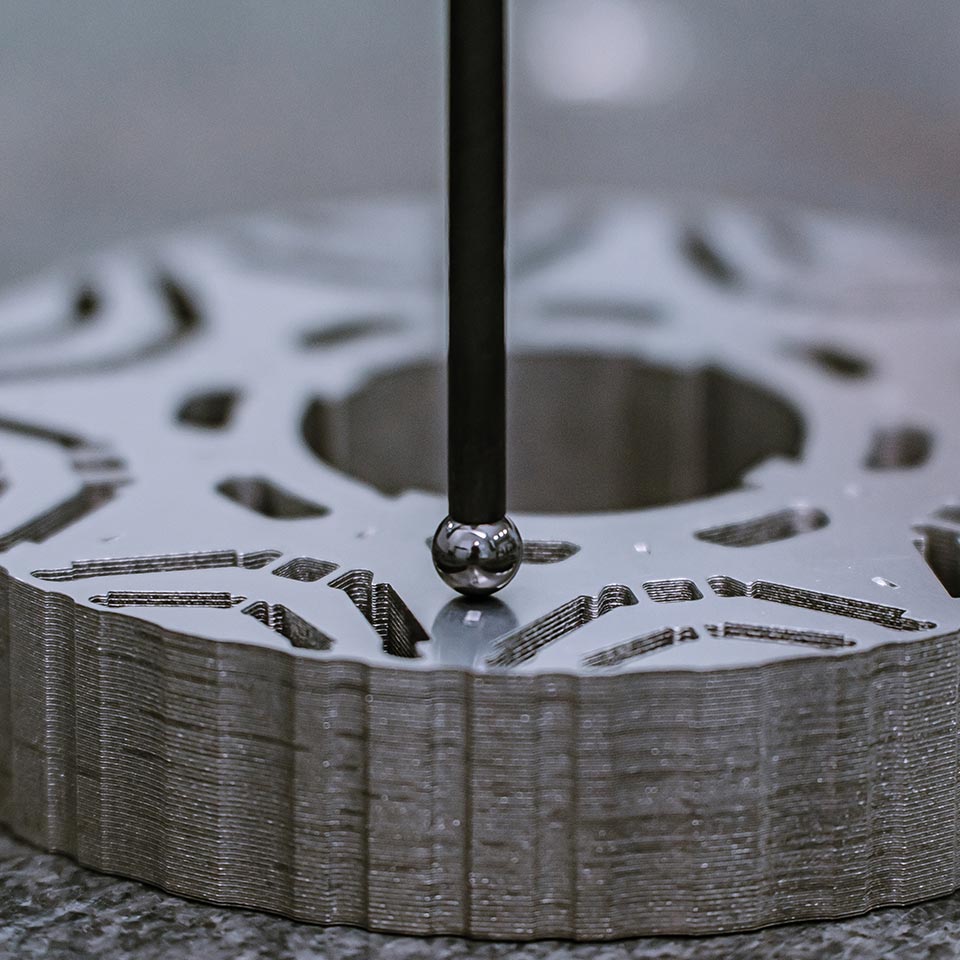
07. Контроль размеров и геометрии
08. Постобработка (необязательно)
09. Окончательный контроль качества
Проведите тщательные электрические и механические проверки, чтобы убедиться, что пакет статора и пакет ротора соответствуют всем функциональным стандартам и стандартам безопасности.
Обработка после стеков
Мы применяем различные процессы для повышения структурной целостности, производительности и долговечности ламинированных сердечников статора и ротора, обеспечивая оптимальную функциональность.
01. Изоляция
02. Отверждение смолы
03. Нанесение гальванического покрытия
04. Гашение вибраций
05. Термическая обработка
06. Магнитная обработка
07. Лазерная маркировка
08. Шлифовка или полировка поверхности
Шлифовальные круги используются для удаления заусенцев и поверхностных дефектов, улучшая гладкость и отделку ламинированных пакетов, повышая эффективность и внешний вид.
Окончательный контроль качества
После постобработки мы проводим комплексную окончательную проверку качества пластинчатых пакетов наших электродвигателей, чтобы убедиться, что они соответствуют всем стандартам функциональности, безопасности и производительности.
- Визуальный осмотр
- Измерение размеров
- Магнитное тестирование
- Испытание электроизоляции
- Тестирование крутящего момента
- Испытание на термостойкость
- Испытание на вибрацию
- Испытание на механическую прочность
- Испытание на утечку тока
Дело клиента
Вызов
Предыдущий поставщик клиента не смог удовлетворить требования к производительности и точности:
- Потери в сердечнике были слишком велики, что повлияло на дальность полета.
- Концентричность и разброс по высоте штабеля привели к дисбалансу и вибрации.
- Медленные сроки поставки задержали графики запуска продукции
- Им нужен был производитель, который мог бы взять на себя как разработку, так и долгосрочное производство.
Наше производственное решение
Мы предоставили полностью индивидуальное решение для статора и ротора:
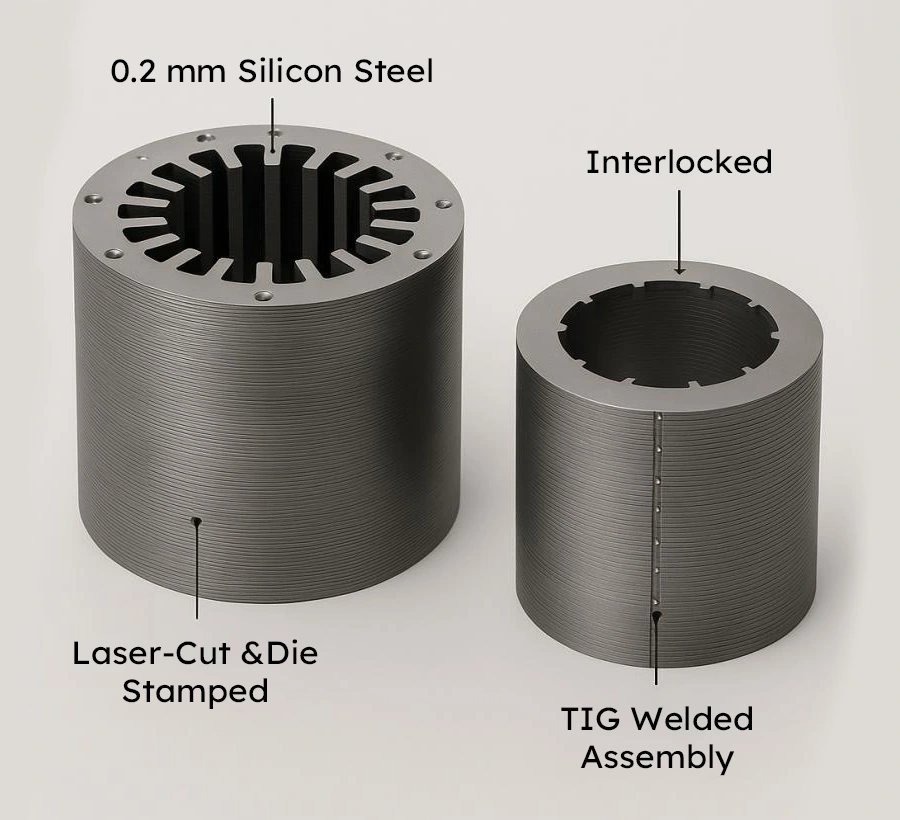
- Для минимизации потерь использованы пластины из высококачественной кремнистой стали толщиной 0,2 мм.
- Для обеспечения точности применяется лазерная резка и прогрессивная штамповка.
- Поставляются полностью собранные штабели с взаимными соединениями и сваркой TIG.
- Обеспечен плавный переход от стадии образцов (50 комплектов) к массовому производству (более 20 000 комплектов в месяц).
Сравнительная таблица результатов
| Ключевая метрика | До (Предыдущий поставщик) | После (с нашим решением) |
| Потери в сердечнике @ 400 Гц, 1.5T | 8,9 Вт/кг | 5,2 Вт/кг |
| Допуск высоты штабеля | ±0.20 мм | ±0.03 мм |
| Отклонение центричности ротора | 0.12 мм | 0,02 мм |
| Ежемесячный объем производства | 5 000 комплектов | 20,000+ наборов |
| Время изготовления прототипа | 18 рабочих дней | 7 рабочих дней |
| Коэффициент дефектов при сборке | 6.2% | 0.7% |

