
Fabricante de pilas de laminación de estator y rotor
- La laminación y el apilamiento son cruciales en la fabricación de núcleos, ya que garantizan una alineación precisa, menores pérdidas por corrientes parásitas y propiedades magnéticas óptimas.
- Revisamos las tolerancias y ofrecemos asesoramiento de diseño sobre el proceso de apilamiento de estator y rotor, en función del espesor de cada pieza, la longitud de la pila y el diseño general.
- Realice la producción en lotes de dispensación de pegamento en molde
- Varias líneas automáticas y procesos de apilado manual
- 32 juegos de punzonadoras de 80T a 650T
- Personalización para diversas aplicaciones
- Certificado: IATF16949
10 procesos de apilado de laminaciones
Los conjuntos de estator y rotor se ensamblan a partir de laminaciones mediante métodos como remachado, enclavamiento, soldadura, encolado, atornillado, pandeo o autoadhesión (revestimiento). Para laminaciones más largas, se suelen combinar dos métodos para mayor estabilidad.
Dispensación de pegamento en el molde
- Dispensación de solución completada dentro del molde.
- El pegamento se solidifica en 10 a 20 segundos.
- Alta resistencia entre virutas.
- Excelentes parámetros de rendimiento.
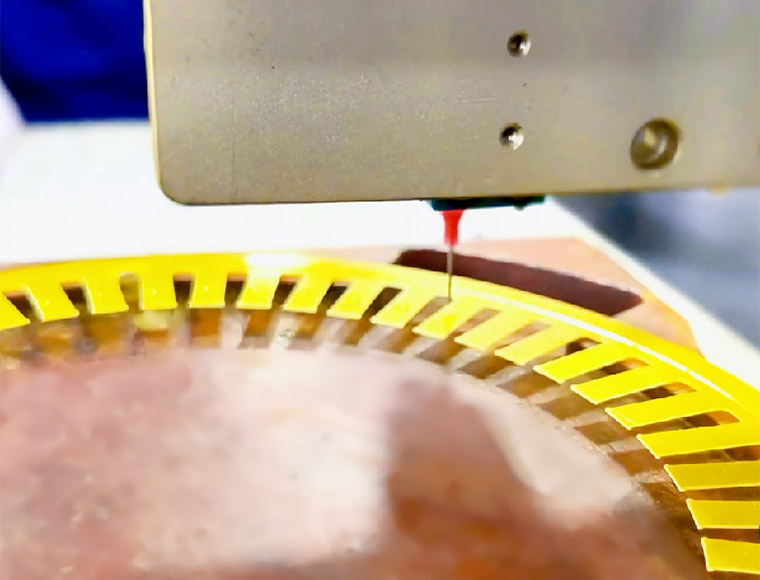
Dispensación de pegamento fuera del molde
- Se aplica fuera del molde.
- Sistema de posicionamiento automático visual combinado con el cilindro dispensador de agujas de la válvula de inyección.
- Dispensación con inclinación o rotación de 360 grados.
- Esquema de calentamiento de revestimiento autoadhesivo.

Apilamiento autoenclavable de molde progresivo
- Completa automáticamente el enclavamiento durante el estampado.
- Eficiente para producción de gran volumen.
- Puntos de enclavamiento rectangulares o redondos.
- Trabajos para laminaciones de rotor y estator.
Molde compuesto de un solo punzón con enclavamiento automático y apilamiento
- Asegura el enclavamiento en puntos específicos.
- Ideal para lotes más pequeños o verificación de piezas personalizadas.
- Proceso flexible con intervención humana.
Apilamiento de remaches
- Utilice remaches de cabeza o planos.
- Garantiza una conexión duradera y un montaje seguro.
- Apto para laminaciones de rotor.
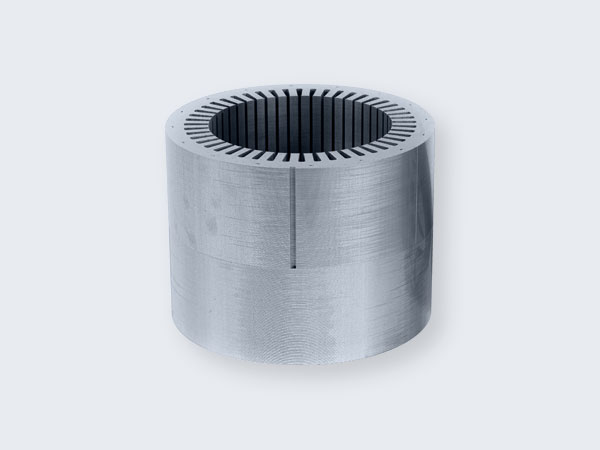
Apilamiento de soldadura
- Métodos de soldadura láser, TIG, galvanómetro.
- Garantiza una unión fuerte y una distorsión mínima.
- Lo mejor para laminaciones de estator de alta precisión.

Apilamiento autoadhesivo
- B35A300-Z/B50A400-Z etc. Adhesivos térmicos.
- Acabado liso, unión fuerte, duradero.
- Ideal para recubrimientos avanzados activados por calor.
- Trabajos para laminaciones de rotor y estator.
Apilamiento de pernos
- Montar laminaciones de estator de gran diámetro.
- Ofrece capacidad de ajuste, estabilidad y reutilización.
- Ideal para motores grandes con conexiones robustas.

Apilamiento con hebilla o sujeción
- Hebillas rectas u oblicuas.
- Montaje rápido, diseño robusto.
- Lo mejor para laminación de estator compacto.

Apilamiento de fundición de aluminio o fundición de cobre
- Tanto la laminación simple como el apilado se pueden prensar mediante fundición.
- Equipado con equipos de fundición de aluminio horizontales y verticales para cumplir con diferentes requisitos de altura y diámetro exterior.
- Lo mejor para laminación de rotor compacto.
Nuestras pilas de núcleos de motor comunes
Nuestros paquetes de núcleos de estator y rotor ofrecen soluciones duraderas y específicas para motores de corriente continua (DC), sin escobillas (BLDC) y de inducción, tanto en entornos industriales como de consumo.

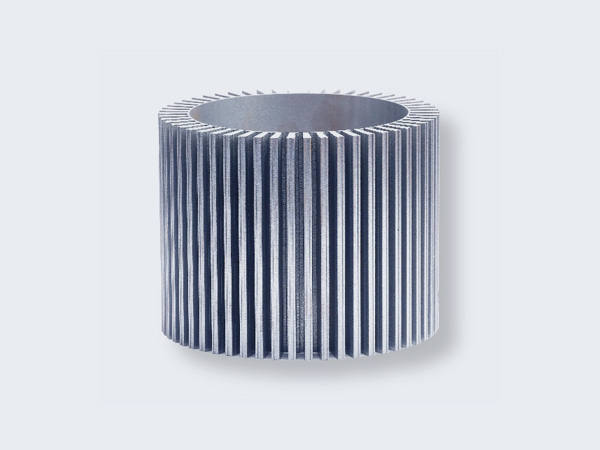
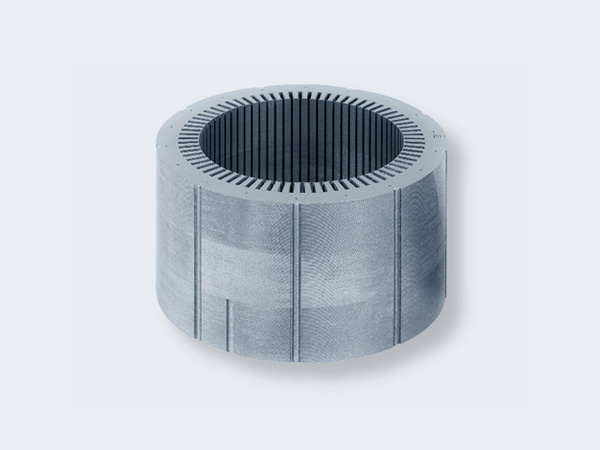
Núcleo del motor de inducción
- Núcleo de estator ranurado y rotor de jaula de ardilla para inducción.
- Utiliza campos de CA sin imanes permanentes.
- Se utiliza en bombas, compresores, ascensores e industria.
- Durable, rentable y confiable bajo cargas pesadas.

Núcleo del motor de CC
- Las ranuras del núcleo del estator laminado guían el devanado de la bobina y el flujo magnético.
- Admite motores cepillados con par directo y fácil control.
- Se encuentra comúnmente en pequeños electrodomésticos, herramientas y juguetes.
- Compacto, asequible y sencillo de fabricar.

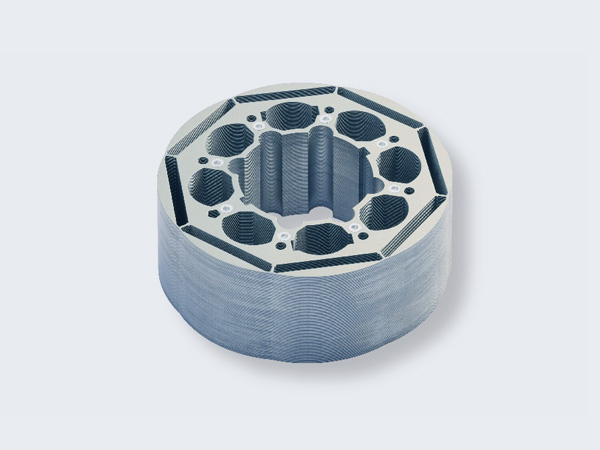
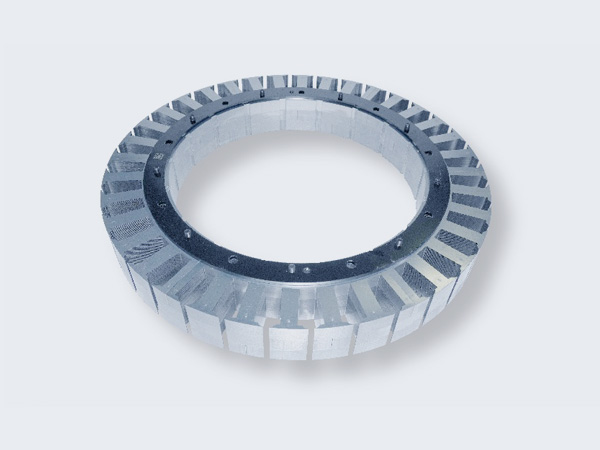
Núcleo del motor BLDC
- El núcleo del estator permite la conmutación electrónica y la precisión magnética.
- El núcleo del rotor utiliza imanes permanentes para generar torque y eficiencia.
- Común en drones, bicicletas eléctricas y sistemas HVAC.
- Silencioso, de bajo mantenimiento y rendimiento duradero.
Pasos del proceso de apilamiento
Después de producir las laminaciones del estator y el rotor, el ensamblaje y la fijación de las pilas del estator y el rotor suelen seguir estos nueve pasos comunes:
01. Preparar laminaciones
02. Alineación de laminaciones
03. Método de apilamiento de selección
Elija métodos de enclavamiento, soldadura, unión o sujeción según los requisitos de diseño y rendimiento.
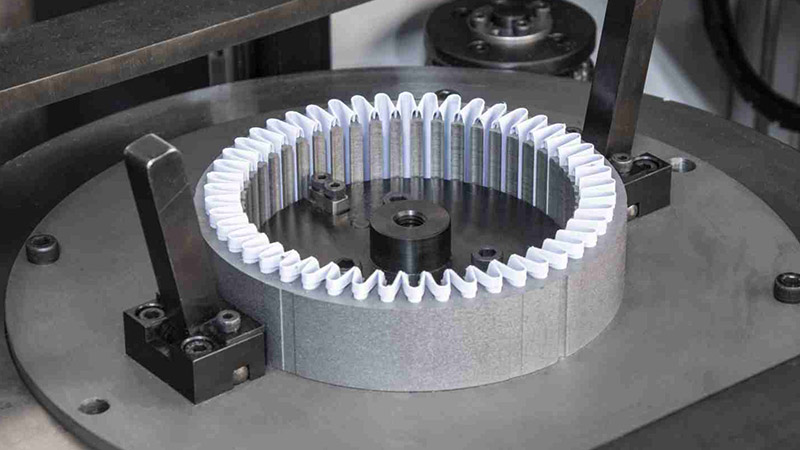
04. Apilado de las laminaciones
05. Compresión y sujeción
06. Asegurando la pila
07. Inspección dimensional y geométrica
08. Posprocesamiento (opcional)
09. Inspección final de calidad
Realice comprobaciones eléctricas y mecánicas exhaustivas para garantizar que el conjunto del estator y el conjunto del rotor cumplan con todos los estándares funcionales y de seguridad.
Procesamiento posterior a las pilas
Utilizamos diversos procesos para mejorar la integridad estructural, el rendimiento y la longevidad de los núcleos de rotor y estator laminados, garantizando una funcionalidad óptima.
01. Aislamiento
02. Curado de resina
03. Recubrimiento de enchapado
04. Amortiguación de vibraciones
05. Tratamiento térmico
06. Tratamiento magnético
07. Marcado láser
08. Rectificado o pulido de superficies
Las muelas abrasivas se utilizan para eliminar asperezas y defectos de la superficie, mejorando la suavidad y el acabado de las pilas laminadas, mejorando la eficiencia y la apariencia.
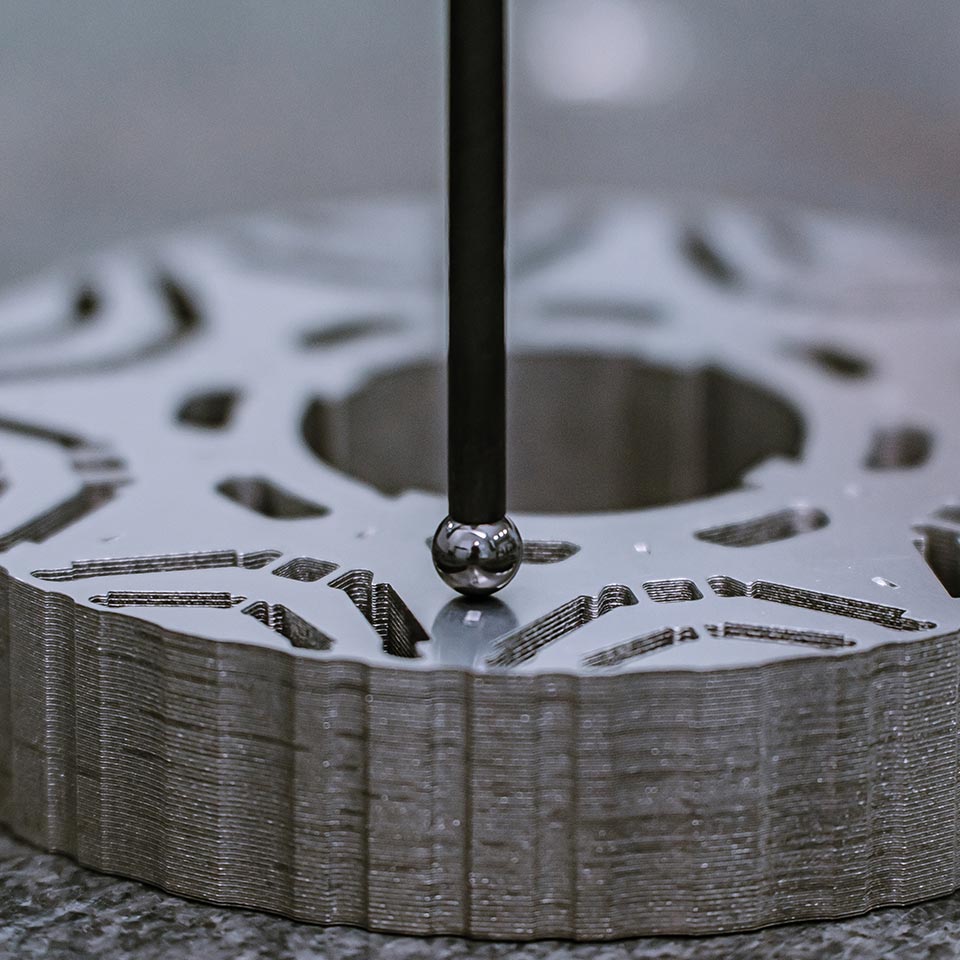
Inspección de calidad final
Después del posprocesamiento, realizamos una inspección de calidad final integral en nuestras pilas de laminación de motores eléctricos para garantizar que cumplan con todos los estándares funcionales, de seguridad y de rendimiento.
- Inspección visual
- Medición dimensional
- Pruebas magnéticas
- Prueba de aislamiento eléctrico
- Prueba de par
- Prueba de resistencia al calor
- Prueba de vibración
- Prueba de resistencia mecánica
- Prueba de corriente de fuga
Caso de cliente
El desafío
El proveedor anterior del cliente no pudo satisfacer las demandas de rendimiento y precisión:
- La pérdida de núcleo fue demasiado alta, lo que afectó el alcance de conducción.
- La concentricidad de la pila y la variación de la altura provocaron desequilibrio y vibración
- Los plazos de entrega lentos retrasaron los calendarios de lanzamiento de productos
- Necesitaban un fabricante que pudiera gestionar tanto el desarrollo como la producción a largo plazo.
Nuestra solución de fabricación
Proporcionamos una solución de conjunto de estator y rotor totalmente personalizada:
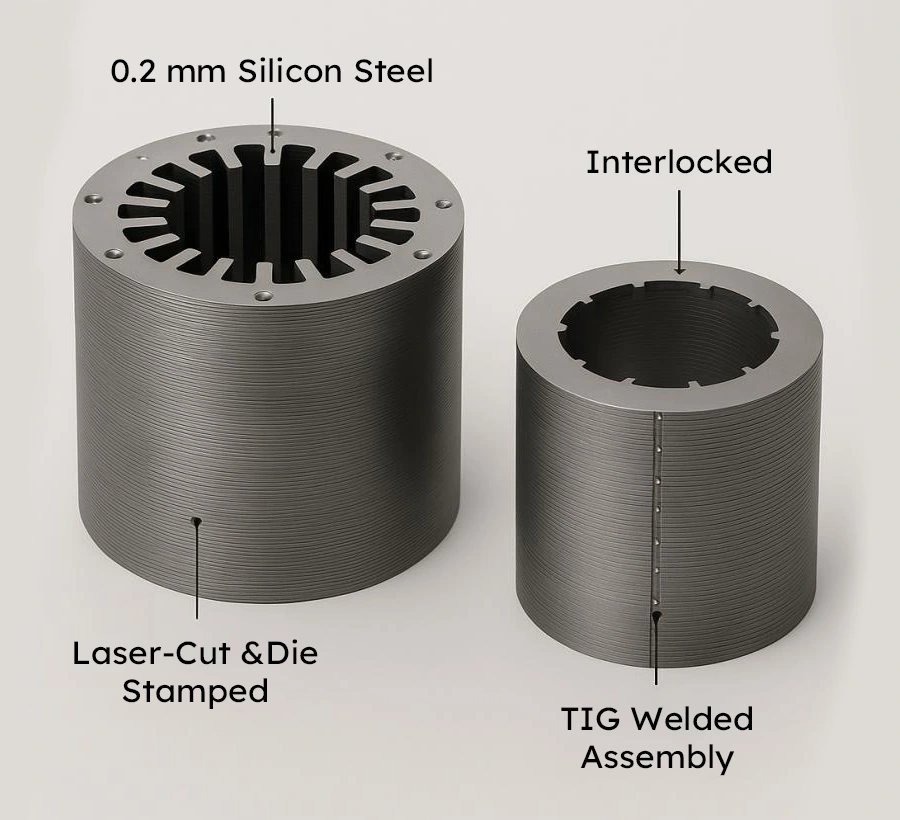
- Se utilizaron laminaciones de acero al silicio de alto grado de 0,2 mm para lograr bajas pérdidas.
- Se aplicó corte láser y estampación progresiva para garantizar la precisión.
- Se entregan pilas completamente montadas con enclavamiento y soldadura TIG.
- Permitió una transición fluida desde la etapa de muestra (50 juegos) a la producción en masa (más de 20 000 juegos/mes).
Tabla de comparación de resultados
| Métrica clave | Antes (Proveedor anterior) | Después (con nuestra solución) |
| Pérdida en el núcleo @ 400Hz, 1,5T | 8,9 W/kg | 5,2 W/kg |
| Tolerancia de la altura de la pila | ±0,20 mm | ±0,03 mm |
| Desviación de la concentricidad del rotor | 0,12 mm | 0,02 mm |
| Producción mensual | 5.000 juegos | 20.000+ conjuntos |
| Plazo de prototipado | 18 días laborables | 7 días laborables |
| Tasa de defectos de montaje | 6.2% | 0.7% |

