
Hersteller von Stator- und Rotorblechpaketen
- Bei der Kernherstellung ist das Laminieren und Stapeln von entscheidender Bedeutung, da es eine präzise Ausrichtung, verringerte Wirbelstromverluste und optimale magnetische Eigenschaften gewährleistet.
- Wir überprüfen die Toleranzen und bieten Konstruktionsberatung für den Stator- und Rotorstapelprozess, basierend auf der Dicke jedes Teils, der Stapellänge und dem Gesamtdesign.
- Realisieren Sie die Batchproduktion von In-Mold-Klebstoffdosierung
- Verschiedene automatische Linien und manuelle Stapelprozesse
- 32 Sätze Stanzmaschine von 80T~650T
- Anpassung an unterschiedliche Anwendungen
- Zertifikat: IATF16949
10 Laminierungs-Stapelfertigungsverfahren
Stator- und Rotorpakete werden aus Blechlamellen mithilfe von Verfahren wie Nieten, Verzahnen, Schweißen, Kleben, Verschrauben, Verklammern oder Selbsthaftung (Backlack) zusammengesetzt. Bei längeren Lamellen werden zur Stabilität häufig zwei Verfahren kombiniert.
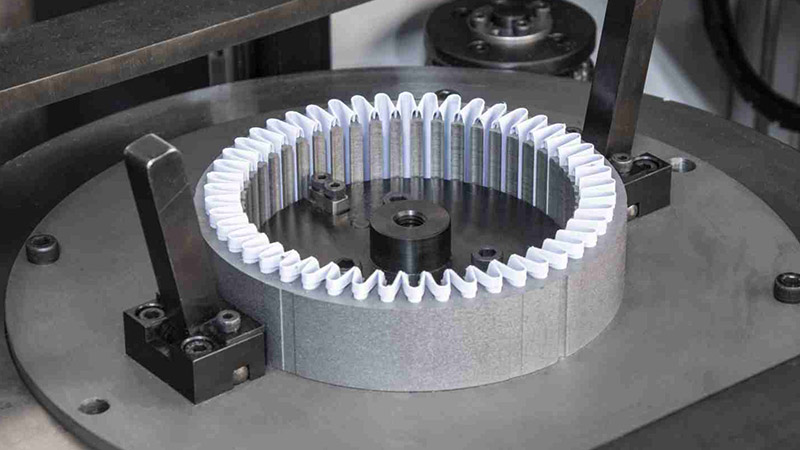
In-Mold-Leimauftragung
- Die Abgabe der Lösung in der Form ist abgeschlossen.
- Der Kleber härtet innerhalb von 10–20 Sekunden aus.
- Hohe Interchip-Festigkeit.
- Hervorragende Leistungsparameter.
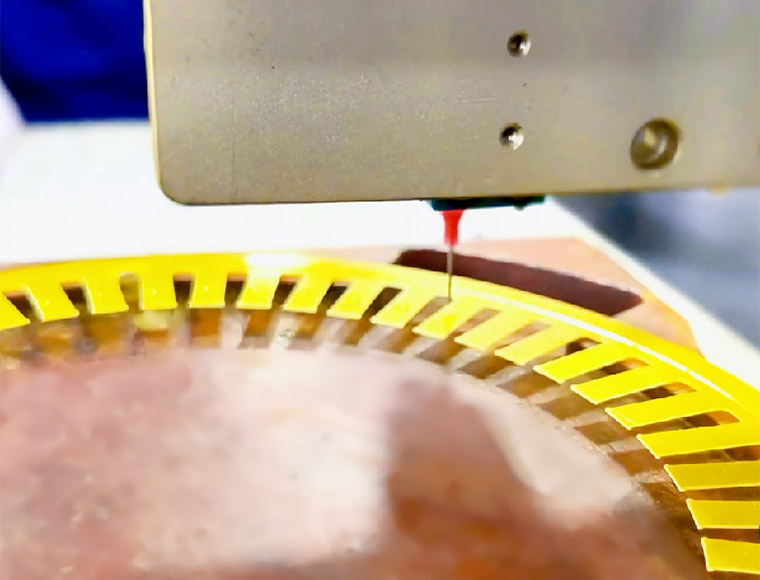
Out-Mold-Leimauftragung
- Außerhalb der Form aufgetragen.
- Visuelles automatisches Positionierungssystem kombiniert mit der Dosierung des Injektionsventilnadelzylinders.
- Dosierung durch Neigen oder 360-Grad-Drehung.
- Heizschema für selbstklebende Beschichtungen.

Progressive Form Selbstverriegelndes Stapeln
- Automatische Verriegelung beim Stempeln.
- Effizient für die Produktion großer Stückzahlen.
- Rechteckige oder runde Verriegelungspunkte.
- Funktioniert für Rotor- und Statorbleche.
Verbundform Einzelstempel Selbstverriegelndes Stapeln
- Sichert die Verriegelung an bestimmten Punkten.
- Ideal für die Prüfung kleinerer Chargen oder kundenspezifischer Teile.
- Flexibler Prozess mit menschlichem Eingreifen.
Nietenstapelung
- Verwenden Sie Kopf- oder Flachnieten.
- Sorgt für dauerhafte Verbindung und sichere Montage.
- Geeignet für Rotorbleche.
Schweißstapelung
- Laser-, WIG- und Galvanometerschweißverfahren.
- Gewährleistet eine starke Bindung und minimale Verzerrung.
- Am besten für hochpräzise Statorbleche geeignet.

Selbstklebendes Stapeln
- B35A300-Z/B50A400-Z usw. Wärmekleber.
- Glatte Oberfläche, starke Bindung, langlebig.
- Ideal für moderne, wärmeaktivierte Beschichtungen.
- Funktioniert für Rotor- und Statorbleche.
Bolzenstapelung
- Montieren Sie Statorbleche mit großem Durchmesser.
- Bietet Einstellbarkeit, Stabilität und Wiederverwendbarkeit.
- Ideal für große Motoren mit robusten Anschlüssen.

Schnallen- oder Klemmstapelung
- Gerade oder schräge Schnallen.
- Schneller Aufbau, robuste Ausführung.
- Am besten für kompakte Statorbleche geeignet.

Al-Guss oder Cu-Guss Stapelung
- Sowohl Einzellamellen als auch Stapelungen können im Gussverfahren gepresst werden.
- Ausgestattet mit horizontaler und vertikaler Aluminiumgussausrüstung, um unterschiedliche Anforderungen an Außendurchmesser und Höhe zu erfüllen.
- Am besten für kompakte Rotorbleche geeignet.
Unsere gemeinsamen Motorkernstapel
Unsere Stator- und Rotorkernpakete bieten langlebige, anwendungsspezifische Lösungen für Gleichstrom-, BLDC- und Induktionsmotoren im Industrie- und Verbraucherbereich.

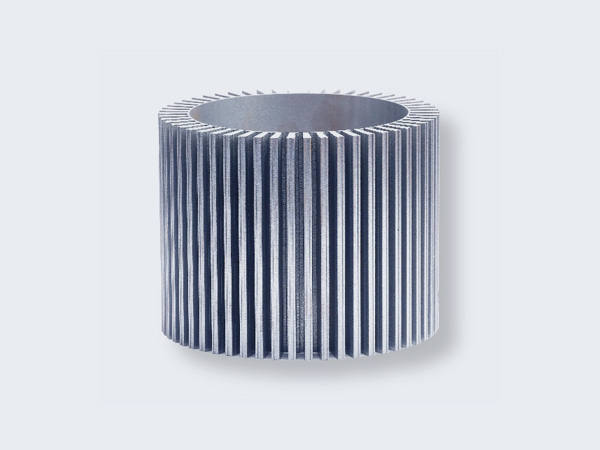
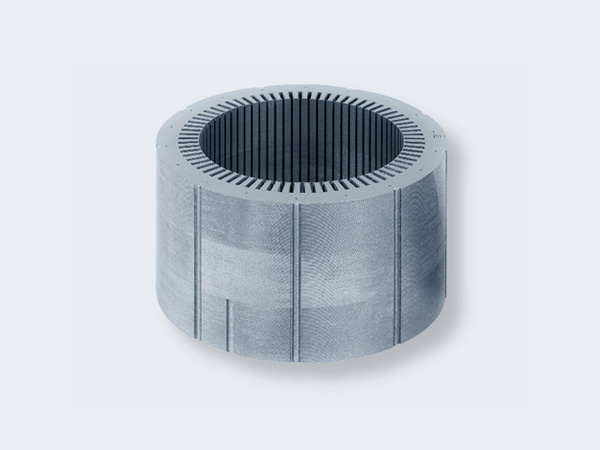
Kern des Induktionsmotors
- Geschlitzter Stator und Käfigläuferkern für Induktion.
- Verwendet Wechselfelder ohne Permanentmagnete.
- Wird in Pumpen, Kompressoren, Aufzügen und in der Industrie verwendet.
- Langlebig, kostengünstig und zuverlässig bei hoher Belastung.

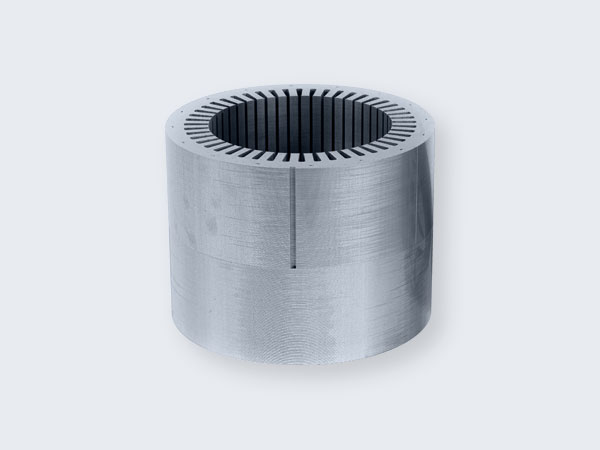
Gleichstrommotorkern
- Die Schlitze des lamellierten Statorkerns leiten die Spulenwicklung und den magnetischen Fluss.
- Unterstützt Bürstenmotoren mit direktem Drehmoment und einfacher Steuerung.
- Häufig in kleinen Haushaltsgeräten, Werkzeugen und Spielzeugen zu finden.
- Kompakt, erschwinglich und einfach herzustellen.

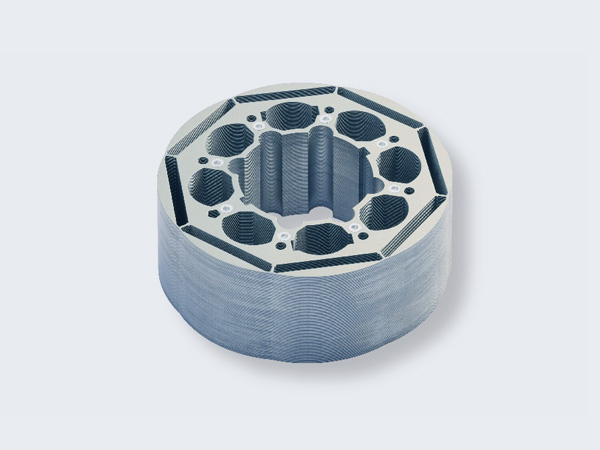
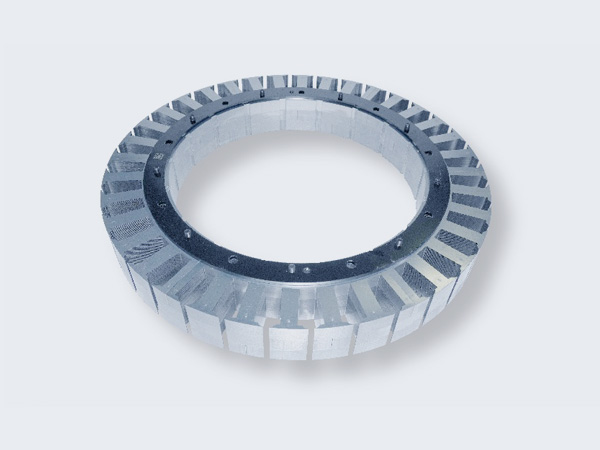
BLDC-Motorkern
- Der Statorkern ermöglicht elektronische Kommutierung und magnetische Präzision.
- Der Rotorkern verwendet Permanentmagnete für Drehmoment und Effizienz.
- Häufig in Drohnen, E-Bikes und HLK-Anlagen.
- Leise, wartungsarm und langlebige Leistung.
Schritte des Stapelprozesses
Nach der Herstellung der Stator- und Rotorbleche erfolgt die Montage und Befestigung der Stator- und Rotorpakete typischerweise in den folgenden neun Schritten:
01. Laminierungen vorbereiten
02. Ausrichtung der Laminierungen
03. Auswahlstapelmethode
Wählen Sie je nach Design- und Leistungsanforderungen Verriegelungs-, Schweiß-, Klebe- oder Klemmmethoden.
04. Stapeln der Laminierungen
05. Komprimieren und Klemmen
06. Sicherung des Stacks
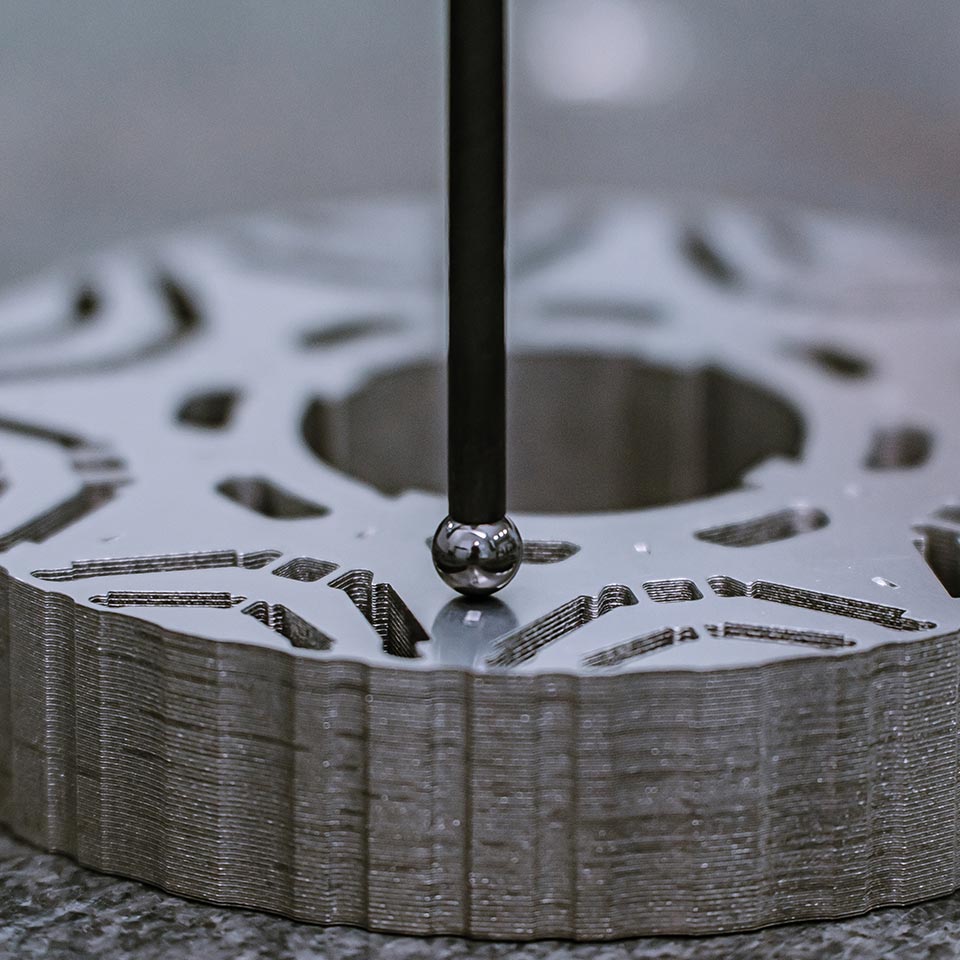
07. Maß- und Geometrieprüfung
08. Nachbearbeitung (optional)
09. Endgültige Qualitätskontrolle
Führen Sie gründliche elektrische und mechanische Prüfungen durch, um sicherzustellen, dass Stator- und Rotorpaket alle Funktions- und Sicherheitsstandards erfüllen.
Post-Stacks-Verarbeitung
Wir nutzen verschiedene Verfahren, um die strukturelle Integrität, Leistung und Langlebigkeit von laminierten Stator- und Rotorkernpaketen zu verbessern und so eine optimale Funktionalität sicherzustellen.
01. Isolierung
02. Harzhärtung
03. Beschichtung
04. Schwingungsdämpfung
05. Wärmebehandlung
06. Magnetische Behandlung
07. Lasermarkierung
08. Oberflächenschleifen oder Polieren
Schleifräder werden zum Entfernen von Ecken und Kanten sowie Oberflächenfehlern verwendet. Dadurch werden die Glätte und das Finish von Laminatstapeln verbessert und die Effizienz sowie das Erscheinungsbild gesteigert.
Endgültige Qualitätskontrolle
Nach der Nachbearbeitung führen wir an unseren Elektromotor-Blechpaketen eine umfassende Endqualitätsprüfung durch, um sicherzustellen, dass sie alle Funktions-, Sicherheits- und Leistungsstandards erfüllen.
- Visuelle Inspektion
- Dimensionale Messung
- Magnetische Prüfung
- Elektrische Isolationsprüfung
- Drehmomentprüfung
- Hitzebeständigkeitstest
- Vibrationstest
- Prüfung der mechanischen Festigkeit
- Leckstromprüfung
Kundenfall
Die Herausforderung
Der bisherige Lieferant des Kunden konnte die Anforderungen an Leistung und Präzision nicht erfüllen:
- Der Kernverlust war zu hoch, was die Reichweite beeinträchtigte.
- Stapelkonzentrizität und Höhenabweichung verursachten Unwucht und Vibration
- Langsame Lieferzeiten führten zu Verzögerungen bei der Produkteinführung
- Sie brauchten einen Hersteller, der sowohl die Entwicklung als auch die langfristige Produktion übernehmen konnte.
Unsere Fertigungslösung
Wir haben eine vollständig maßgeschneiderte Stator- und Rotorstapellösung bereitgestellt:
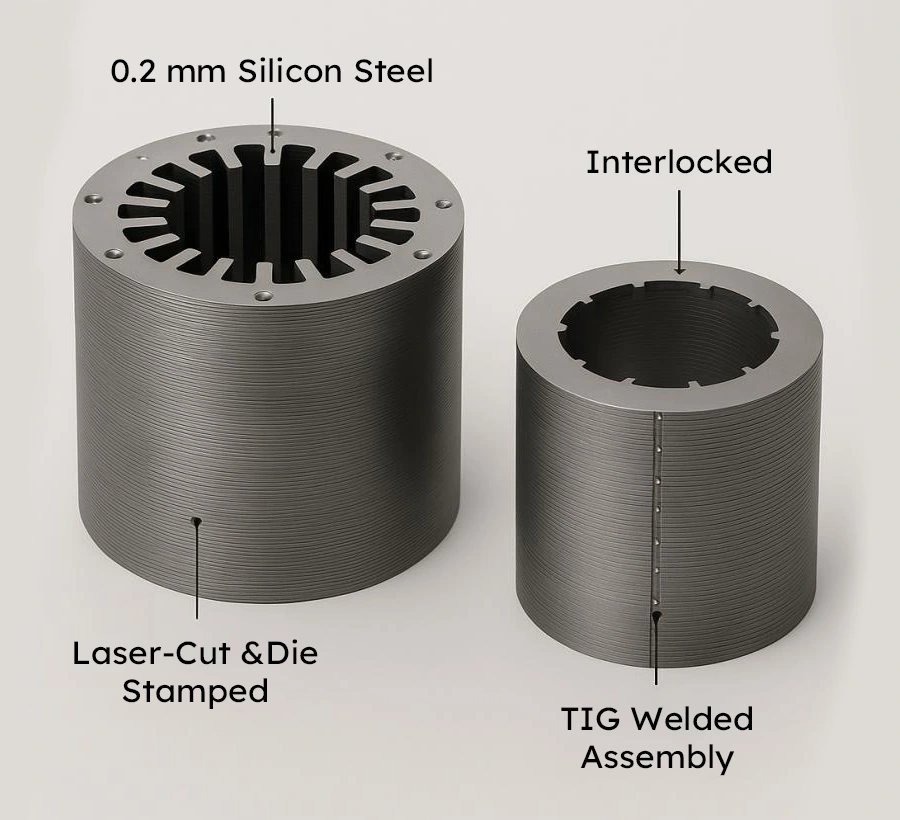
- Für geringe Verluste werden 0,2 mm dicke Lamellen aus hochwertigem Siliziumstahl verwendet.
- Zur Gewährleistung der Genauigkeit werden Laserschneiden und Folgeschnitte eingesetzt.
- Lieferung komplett montierter Stapel mit Verriegelung und WIG-Schweißung.
- Ermöglichte einen reibungslosen Übergang vom Musterstadium (50 Sets) zur Massenproduktion (über 20.000 Sets/Monat).
Ergebnisvergleichstabelle
| Schlüsselmetrik | Vorher (Bisheriger Lieferant) | Nachher (mit unserer Lösung) |
| Kernverlust @ 400Hz, 1.5T | 8.9 W/kg | 5,2 W/kg |
| Toleranz der Stapelhöhe | ±0,20 mm | ±0,03 mm |
| Rotor Konzentrizitätsabweichung | 0,12 mm | 0,02 mm |
| Monatliche Produktionsleistung | 5.000 Sätze | 20.000+ Sets |
| Prototyping Vorlaufzeit | 18 Arbeitstage | 7 Arbeitstage |
| Fehlerquote bei der Montage | 6.2% | 0.7% |

