
Motor core laminations are key parts in motors and generators, creating the magnetic flux needed for operation. However, the lamination process often leads to burr formation, which can impact motor performance and quality.
What Are Burrs in Motor Core Laminations?
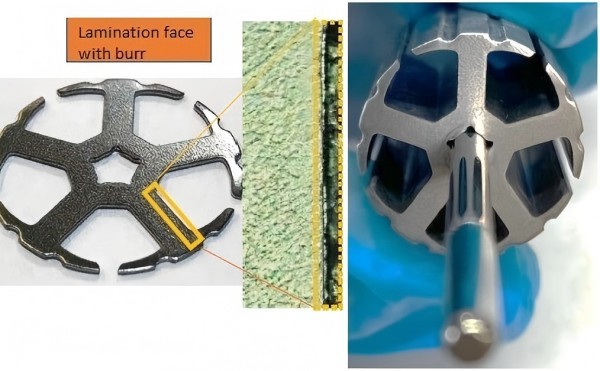
Burrs are unwanted edges that form on a material after it is cut, stamped, or shaped. In motor core laminations, they appear during the stamping process when a sharp-edged die cuts through the material. Burrs can harm motor performance by affecting how the laminations fit together, leading to inefficiency or malfunction.
Motor laminations are made from materials like silicon steel or magnetic alloys and are stacked to form the motor core. Burrs can cause improper fit between layers, creating gaps that disrupt the magnetic flux. This can reduce the motor’s efficiency, increase energy consumption, and cause early wear.
Causes of Burr Formation
Burr formation in motor core laminations is primarily caused by the cutting or stamping process. Several factors contribute to the development of burrs, including the following:
Material Properties
The type of material used for laminating motor cores significantly influences the likelihood of burr formation. Softer materials, such as low-carbon steel or non-alloy steel, are more prone to burr formation than harder materials like stainless steel or high-quality alloys.
When the material is softer, the metal tends to deform more easily during the cutting or stamping process, resulting in sharp edges that protrude from the workpiece.
Die Quality and Design
The design and quality of the stamping die are crucial factors in determining whether burrs will form. Dies that are worn out, dull, or improperly aligned can cause uneven cuts, leading to the formation of burrs.
Inadequate die clearance (the space between the die and the material being cut) can also contribute to burr formation. If the clearance is too small, the die may not properly shear the material, resulting in jagged edges.
Cutting Speed and Pressure
The speed at which the die cuts through the material and the amount of pressure applied during the process can also affect burr formation. If the cutting speed is too fast, the material may not have enough time to properly shear before the die exits, causing irregular edges.
Similarly, if the cutting pressure is too high or uneven, it can cause the material to deform excessively, resulting in burrs.
Lamination Thickness
The thickness of the lamination material also plays a role in burr formation. Thicker laminations are more difficult to cut cleanly, and excessive thickness can create greater resistance during the cutting process, increasing the chances of burrs forming.
Conversely, thinner laminations are more likely to experience issues related to deformation, but they generally produce fewer burrs.
Material Temperature
Burr development may be influenced by the material’s temperature during the cutting or stamping process. The material may become brittle and more likely to break or create burrs if it is overly cold.
However, excessive heat can cause the material to distort too readily, which can also lead to the production of burrs. Burrs can be avoided by making sure the material is at the ideal temperature.
Solutions to Prevent Burr Formation
Fortunately, there are several strategies that motor manufacturers can employ to reduce or eliminate burr formation in motor core laminations. Some of these solutions include:
Optimizing Die Design
One of the most effective ways to prevent burr formation is by ensuring that the stamping die is of the highest quality and designed correctly. Dies should be sharp, well-maintained, and aligned precisely to minimize the chances of burrs.
The clearance between the die and the material should also be carefully calibrated to avoid excessive deformation or uneven cuts. The dies must have routine maintenance and inspections in order to remain in top condition.
Using Advanced Materials
The chance of burr formation can be decreased by choosing the appropriate material for the motor core laminations.
Manufacturers should choose high-quality materials with appropriate hardness and ductility, which are less prone to burr formation during cutting. Materials with better shearing characteristics will help ensure clean cuts with minimal burrs.
Controlling Cutting Speed and Pressure
Properly controlling the cutting speed and pressure is critical in preventing burrs. Slower cutting speeds allow the material more time to shear cleanly, while consistent and uniform pressure ensures that the material is cut evenly without excessive deformation.
Manufacturers should also experiment with different cutting speeds and pressures to find the optimal conditions for minimizing burrs.
Using Burr Removal Techniques
In some cases, it may not be possible to completely eliminate burr formation during the initial cutting process. In such instances, manufacturers can use post-processing techniques to remove burrs.
These techniques include deburring, where burrs are removed using abrasives, tumblers, or vibratory machines. Other methods like laser trimming and mechanical deburring are also effective in removing burrs from the lamination surface.
Controlling Material Temperature
Ensuring that the material is within the optimal temperature range before cutting or stamping can help reduce burr formation. Proper temperature control can prevent excessive deformation or brittleness, leading to cleaner cuts with fewer burrs.
This can be achieved by controlling the environment in which the material is stored and processed.
Investing in High-Quality Equipment
For burr prevention, the stamping machine and other manufacturing equipment’s quality is essential.
Modern, high-speed stamping machines equipped with advanced features like automatic lubrication systems and precise control over cutting parameters can help reduce burr formation significantly. Investing in the latest equipment ensures that the cutting process is as efficient and clean as possible.

