| Paramètres |
Spécification |
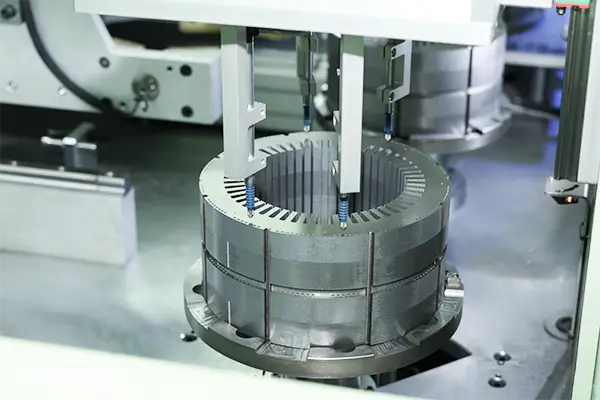
| Plage de diamètre extérieur du stator |
300-550 mm |
| Épaisseur du pelliculage |
par exemple, 0,2-0,5 mm (par qualité) |
| Matériau |
Acier au silicium non orienté (plusieurs qualités disponibles) |
| Géométrie des fentes |
Par dessin : Tolérances serrées sur la largeur des fentes |
| Hauteur de la bavure |
par exemple, ≤ 0,02-0,03 mm (en fonction du processus) |
| Assemblage en pile |
Interlock / Soudé / Collé / Riveté |
| Options d’isolation |
Classe de revêtement selon les besoins |
| Certification |
ISO9001, IATF16949 |