
L’emboutissage progressif à grande vitesse est un processus de fabrication essentiel pour les tôles magnétiques de moteurs, ayant un impact sur la qualité des pièces, le débit et le coût global de production.
À mesure que les moteurs électriques deviennent plus efficaces et complexes, la compréhension de la dynamique des coûts liés à l’emboutissage progressif à grande vitesse aide les acheteurs à prendre des décisions d’approvisionnement plus judicieuses.
Qu’est-ce que l’emboutissage progressif à grande vitesse ?
L’emboutissage progressif à grande vitesse est un procédé de formage des métaux où des bandes d’acier électrique sont acheminées à travers une série de stations d’outillage. À chaque station, des poinçons, des matrices et des outils de formage façonnent, découpent et forment progressivement des tôles pour moteurs.
Contrairement au découpage simple ou à l’emboutissage à poste unique, les matrices progressives effectuent plusieurs opérations dans un seul outil linéaire, réduisant la manutention et permettant un débit unitaire élevé – souvent des milliers de pièces par heure.
Les principales caractéristiques sont les suivantes :
- Jeux de matrices multi-stations
- Alimentation continue en bande
- Indexation automatisée des matériaux
- Vitesses de production élevées (500 à 2 000 coups/min ou plus)
- Contrôle dimensionnel strict
Pour tôles magnétiques du moteur Ce procédé permet d’obtenir une forme uniforme, un minimum de déchets et une géométrie répétable, éléments essentiels pour de faibles pertes dans le noyau et des performances magnétiques efficaces.
Pourquoi il est important de comprendre le coût de l’estampage
Pour les équipementiers et les constructeurs de moteurs, le coût d’emboutissage représente un facteur de coût plus large qui a un impact sur :
- Accessibilité financière et marges bénéficiaires
- Amortissement de l’outillage sur le volume de production
- Sélection des fournisseurs et planification des capacités
- Coût total des marchandises vendues (COGS)
- Évolutivité de la production et délai de livraison
Sans une visibilité claire sur les coûts, les acheteurs risquent de payer trop cher, de choisir des fournisseurs inadaptés ou de faire face à des surprises telles que des frais de changement d’outillage et des coûts de qualité non comptabilisés.
Composantes du coût de l’emboutissage progressif à grande vitesse
Le coût de l’emboutissage progressif à grande vitesse des tôles magnétiques pour moteurs est composé de plusieurs éléments distincts qui, ensemble, déterminent le prix unitaire. Ces éléments comprennent :
- coût de l’outillage
- Coût des matériaux
- Coût de pressage/production
- Coût de mise en place et de changement
- Coût de l’assurance qualité
- Frais généraux et marge bénéficiaire
1. Coût de l’outillage
Le coût de l’outillage représente l’un des investissements initiaux les plus importants dans l’emboutissage progressif. Il comprend la conception et la fabrication des matrices, l’acier à outils, les électrodes, les dispositifs de fixation, les guides, les bâtis d’outillage et les traitements de trempe.
Le coût de l’outillage dépend de :
- Nombre de stations dans le dé progressif
- Complexité du profil de stratification
- exigences de précision et de tolérance
- épaisseur du matériau et type de revêtement
- Matériaux résistants à l’usure (par exemple, revêtement nitruré, PVD/DLC)
- Complexité des pilotes et des guides de piste
Pour les tôles magnétiques de moteurs comportant plusieurs fentes, rayons intérieurs et interverrouillages, les matrices progressives peuvent être complexes et coûteuses.
Catégories typiques de coûts d’outillage :
| Composant d’outillage | Description |
| Bloc de matrice et inserts | Structure métallique centrale définissant la géométrie de la pièce |
| Coups de poing | éléments de découpe et de formage |
| Strip-teaseuses et pilotes | Contrôle de l’alimentation et décapage des matériaux |
| Guides et roulements | Indexation et alignement de précision |
| Durcissement/revêtement | Pour une résistance à l’usure à haute vitesse |
En fonction de la complexité des pièces, les coûts d’outillage peuvent être aussi bas que quelques milliers de dollars ou atteindre des dizaines de milliers de dollars pour les tôles magnétiques complexes des moteurs.
Comme les coûts d’outillage sont amortis sur le volume de production, des volumes plus élevés réduisent la contribution des coûts d’outillage par pièce.
2. Coût des matériaux
Le coût des matériaux couvre la bande d’acier électrique brute utilisée pour produire les tôles.
Facteurs influençant le coût des matériaux :
- Nuance d’acier (par exemple, M19, M27, alliages à haute teneur en silicium)
- Épaisseur (0,20 mm, 0,35 mm, etc.)
- Largeur de la bande (affecte l’efficacité d’emboîtement)
- Avec ou sans revêtement (certains aciers magnétiques possèdent des revêtements isolants)
- prix des fournisseurs et fluctuations du marché
Étant donné que les tôles magnétiques des moteurs sont généralement estampées à partir d’acier électrique de haute qualité, le coût des matériaux peut représenter 30 à 50 % du coût total de la pièce, en particulier lorsque des nuances rares ou des tolérances d’épaisseur serrées sont requises.
3. Coût de pressage/production
Les coûts de pressage comprennent le temps machine, la main-d’œuvre, les services publics et la maintenance pendant la production normale.
Le coût de production dépend de :
- Type et capacité de la presse (servo ou mécanique, tonnage)
- Vitesse de production (coups par minute)
- Taille de l’équipage et niveau de compétence
- coût de l’énergie
- Temps d’arrêt et temps de changement
Les presses à grande vitesse fonctionnent plus rapidement, mais peuvent nécessiter un entretien plus fréquent, une consommation d’énergie plus élevée et des opérateurs plus qualifiés. Il est essentiel de trouver un équilibre entre vitesse et coût.
Le coût de production peut être calculé à l’aide de :
Coût du pressage = (Coût horaire de la machine × Temps de fonctionnement) + Coût de la main-d’œuvre
Exemple:
Si une presse coûte 60 $/heure et que la production dure 10 heures à raison de 1 000 pièces/heure :
- Coût du pressage = 60 $ × 10 = 600 $
- Coût unitaire = 600 $ / 10 000 = 0,06 $ par pièce
Ajouter la main-d’œuvre : si un opérateur travaille à 20 $/heure (pour 10 heures = 200 $), alors la main-d’œuvre par pièce = 0,02 $.
Coût total de pressage par pièce = 0,08 $
(Ces chiffres sont donnés à titre indicatif ; les chiffres réels varient selon la région et le volume.)
4. Coût de mise en place et de changement
L’installation comprend :
- Installation et étalonnage de la matrice
- Réglage de la pression
- Alignement de l’alimentation en bande
- Inspection du premier article
Les coûts de changement d’outillage surviennent lorsque l’outillage est retiré pour une autre tâche.
Les frais d’installation sont souvent fixe par course, son impact est donc plus important pour les faibles volumes.
Exemple:
Si la mise en place prend 4 heures à un tarif horaire de 80 $ + main-d’œuvre :
- Coût d’installation = 320 $
- Si seulement 1 000 pièces sont fabriquées, le prix unitaire est de 0,32 $.
- Si 20 000 pièces sont fabriquées, le prix unitaire est de 0,016 $.
Ainsi, le volume influe considérablement sur la contribution aux coûts d’installation.
5. Coût de l’assurance qualité
Le coût de la qualité comprend :
- Inspection en ligne (systèmes optiques, laser et de vision)
- Échantillonnage et essais (dimensions, propriétés magnétiques)
- Inspection secondaire pour détecter les bavures, les fissures et les déformations.
- Rebuts et retouches liés aux défauts
Une précision accrue ou des tolérances plus strictes nécessitent généralement un effort d’inspection plus important, ce qui augmente les coûts.
Pour les tôles magnétiques des moteurs, les fournisseurs incluent souvent :
- inspections visuelles
- Mesure dimensionnelle
- Tests de perte de noyau et de perméabilité sur l’échantillon
Les coûts liés à la qualité peuvent être gérés par :
- SPC (Contrôle statistique des processus)
- Inspection automatisée pour réduire les coûts de main-d’œuvre manuelle
- Maintenance préventive pour réduire les taux de défauts
6. Frais généraux et marge bénéficiaire
Cela couvre :
- Frais généraux de fabrication (services publics, loyer, supervision)
- Stockage et entretien des outils
- Frais administratifs
- marge bénéficiaire du fournisseur
Les frais généraux sont généralement absorbés dans le coût unitaire en répartissant le total des frais généraux sur le volume de production.
La marge bénéficiaire varie selon le fournisseur et le marché ; généralement de 10 à 30 % pour les opérations d’emboutissage.
Comment le coût de l’estampage progressif est-il calculé
Prenons l’exemple d’un calcul de coût simple pour un travail de laminage de moteurs.
Exemple de poste
- Volume : 50 000 laminations
- Cadence de pressage : 1 000 pièces/heure
- Coût du repassage : 60 $/heure
- Coût de la main-d’œuvre : 20 $/heure
- Coût de la matrice : 18 000 $
- Coût du matériau par bande : 0,50 $/lamination
- Coût de l’inspection : 0,05 $/lamination
Décomposition étape par étape
- Amortissement de l’outillage
Coût d’outillage ÷ volume = 18 000 $ / 50 000 = 0,36 $ par pièce
- coût des matériaux
Matières premières directes = 0,50 $ par pièce
- Coût de pressage
Coût du repassage/heure = 60 $
Durée de production = 50 heures
Coût du pressage = 60 $ × 50 = 3 000 $
Coût de pressage par pièce = 3 000 $ / 50 000 = 0,06 $
- coût de la main-d’œuvre
Coût de la main-d’œuvre par heure = 20 $
Main-d’œuvre = 20 $ × 50 = 1 000 $
Main-d’œuvre par pièce = 1 000 $ / 50 000 = 0,02 $
- coût d’inspection
Inspection = 0,05 $ par pièce
- Frais d’installation
En supposant 2 heures à 80 $/heure, le total est de 160 $.
Par pièce = 0,0032 $ (négligeable pour les gros volumes)
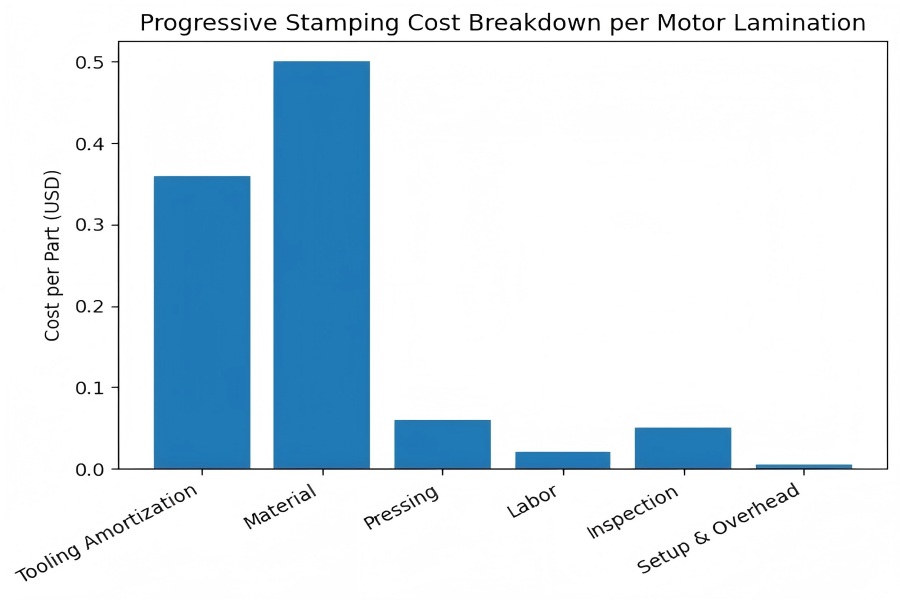
Coût total par pièce
| Composante de coût | Coût unitaire |
| Amortissement de l’outillage | 0,36 $ |
| Matériel | 0,50 $ |
| Pressage | 0,06 $ |
| Travail | 0,02 $ |
| Inspection | 0,05 $ |
| Installation et frais généraux | ~0,005 |
| Coût total estimé | 1,01 $ |
Dans cet exemple, le coût d’estampage pour une lamination est d’environ 1,01 $.
Les coûts réels varient considérablement selon la région, la nuance d’acier, les tolérances et l’efficacité du fournisseur.
Facteurs influençant le coût de l’estampage progressif
Les acheteurs sont mieux à même de négocier et d’estimer les budgets lorsqu’ils sont conscients des facteurs qui influent sur les coûts.
Qualité et épaisseur du matériau
Les aciers électriques à haute teneur en silicium ou les aciers électriques spéciaux coûtent plus cher que les aciers de qualité inférieure et peuvent nécessiter des vitesses d’avance plus lentes ou des revêtements d’outillage spéciaux.
Un matériau plus fin augmente les exigences en matière de contrôle des déchets et peut réduire la durée de vie des outils.
Complexité des pièces
Des fonctionnalités telles que :
- plusieurs emplacements
- dents étroites
- découpes intérieures
- languettes emboîtables
Tolérance et précision
Des tolérances plus strictes nécessitent :
- outillage haut de gamme
- inspections plus fréquentes
- une production plus lente pour une variation réduite
Taille des lots et fréquence des commandes
Les petites séries engendrent des coûts de mise en place unitaires plus élevés. Les changements fréquents de production augmentent le coût moyen par pièce.
Capacité de presse
Les presses à grande vitesse produisent plus d’unités par heure, mais peuvent entraîner :
- Usure accrue des outils
- Coût d’entretien plus élevé
- Formation spécialisée
Géographie des fournisseurs
Les coûts de main-d’œuvre, d’énergie et les frais généraux varient selon les régions. Les fournisseurs situés dans les régions à bas coûts peuvent proposer des prix unitaires plus avantageux, mais les acheteurs doivent également évaluer les systèmes de qualité, la fiabilité des livraisons et les coûts logistiques.
Comparaison des coûts : estampage progressif vs conventionnel
Les méthodes d’emboutissage diffèrent considérablement en termes de structure de coûts, de vitesse et d’évolutivité, ce qui rend le choix du procédé essentiel pour l’efficacité de la production de tôles magnétiques pour moteurs.
| Aspect | Estampage à fente unique | Estampage composé | Estampage progressif à grande vitesse |
| Coût d’installation | Très bas | Moyen | Haut |
| coût de l’outillage | Faible | Moyen à élevé | Haut |
| Coût unitaire à faible volume | Compétitif | Modéré | Le moins compétitif |
| Coût unitaire à volume élevé | Haut | Modéré | Très compétitif |
| Vitesse de production | Faible | Moyen | Très haut |
| Gestion de la complexité des pièces | Limité | Bien | Excellent |
| Cohérence dimensionnelle | Modéré | Bien | Excellent |
| Contrôle des déchets | Faible à modéré | Modéré | Haut |
| Niveau d’automatisation | Faible | Moyen | Haut |
| Plage d’application optimale | Prototypes, petites séries | Volumes moyens | Volumes élevés, géométries complexes |

