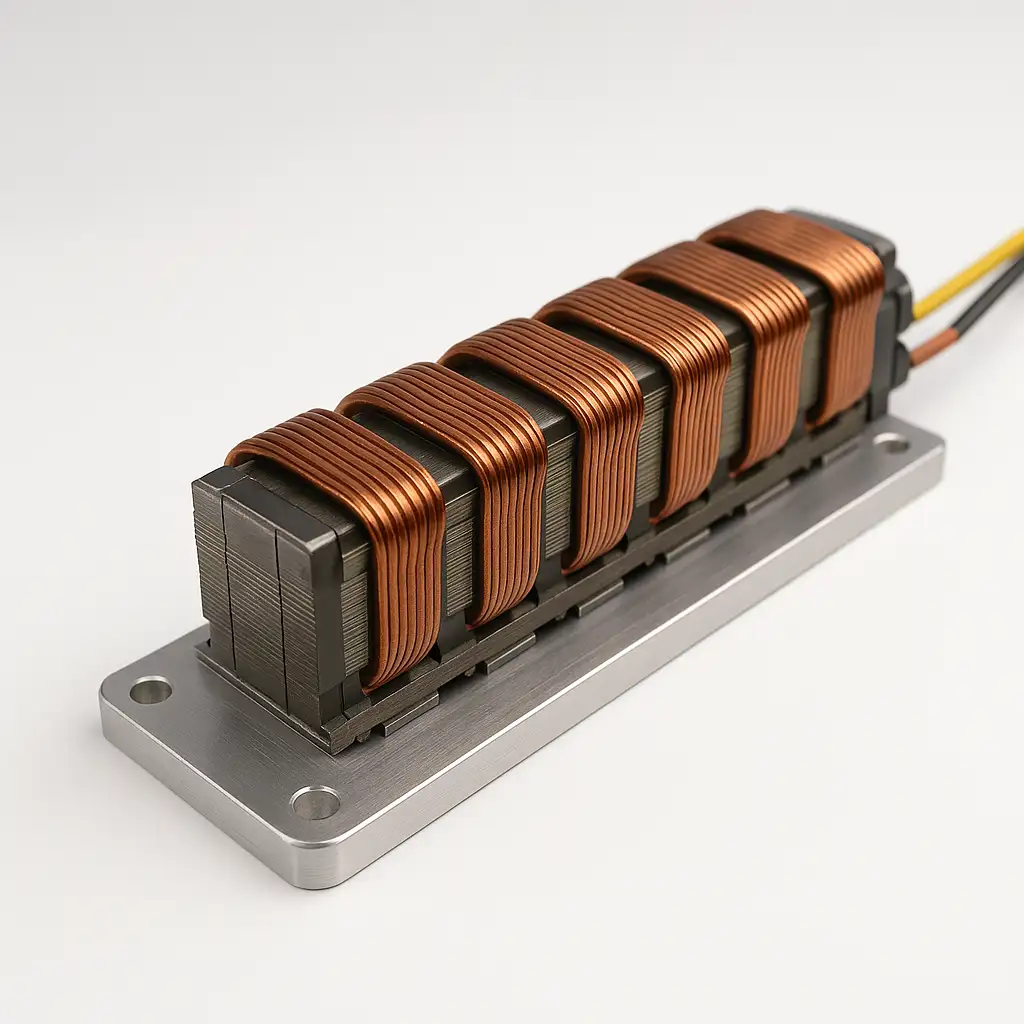
Stator de moteur linéaire
- Nos stators de moteurs linéaires offrent une densité de poussée élevée, une force ultra-douce, des tolérances serrées et un comportement thermique fiable.
- Nous concevons, enroulons et finissons des noyaux de stator qui s'insèrent dans vos pistes et moteurs magnétiques, alimentant des outils de semi-conducteurs de précision, des lignes de batteries, de la métrologie et de l'automatisation.
- Répétabilité de ± 1 µm avec rétroaction d'échelle linéaire
- Étanchéité IP65 pour les environnements de lavage
- Options de noyau : noyau en fer, hybride sans fente, sans fer
- Largeur du module 30–250 mm ; Hauteur 15–120 mm
- Classe d'isolation F 155 °C ou H 180 °C
Basé sur la géométrie
Choisissez une géométrie de stator adaptée à votre trajectoire de mouvement, à votre enveloppe et à votre environnement pour maximiser la densité de force, la douceur et la facilité d’entretien.
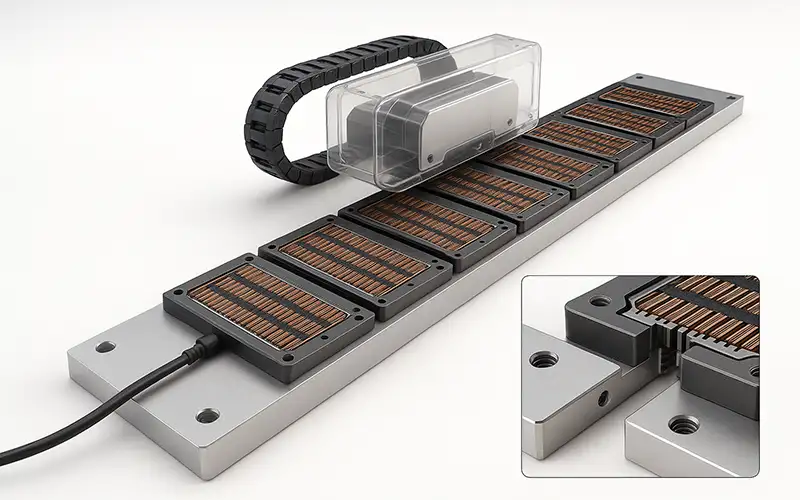
Stators plats/planaires (piste)
- Modules statoriques rectangulaires pour portiques, pick-and-place, usinage laser/PCB et métrologie. Combinez les longueurs pour obtenir de longues courses.

Stators tubulaires (cylindriques)
- Stators à tige associés à un moteur magnétisé (ou inversement). Encombrement réduit, options étanches, idéal pour les fortes accélérations et les lavages.
Basé sur la topologie du cœur
Nous fournissons des stators à noyau de fer, hybrides sans fente et sans fer offrant une force élevée, un faible encoche et un mouvement ultra-fluide pour les applications de fabrication de précision.
Noyau de fer (fendu/denté)
- Bobines enroulées autour des dents sur un fer arrière laminé.
- Densité de force la plus élevée, bon chemin thermique.
- Idéal pour les machines-outils, les alimentations de presses et les lignes de manutention.
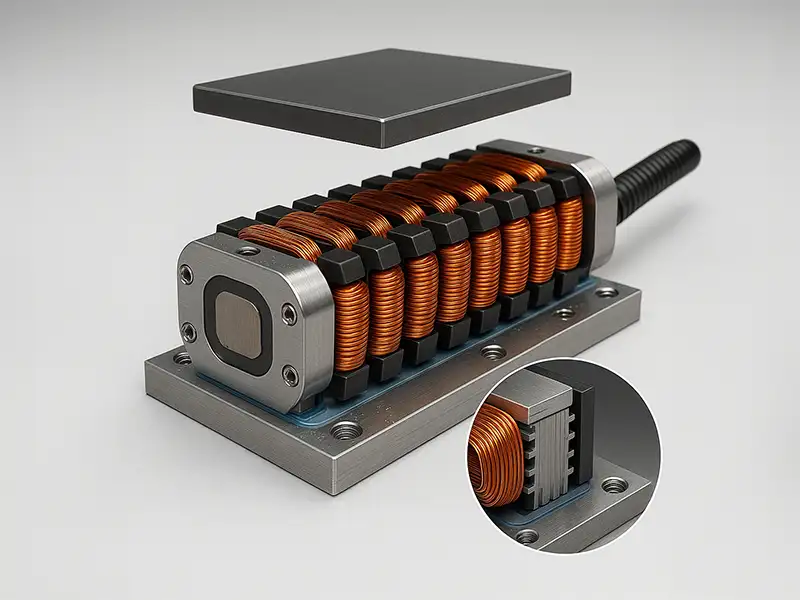
Sans fente, support en fer (hybride)
- Bobines sans fer sur un fer arrière lisse.
- Faible encoche avec une force améliorée par rapport au fer pur sans fer.
- Convient aux scènes de précision nécessitant un mouvement plus fluide.

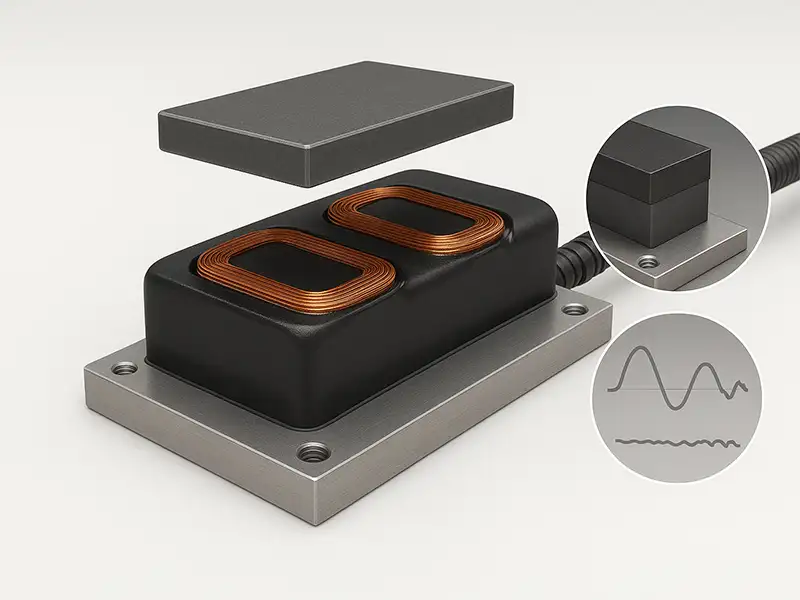
Sans fer (noyau d'air)
- Aucune attraction de crémaillère pour un mouvement ultra fluide.
- La bobine légère permet l'accélération et la réactivité.
- Idéal pour les étapes de métrologie et de numérisation d'inspection des semi-conducteurs.
Spécifications typiques
Gammes et options typiques présentées ; nous adaptons les dimensions du stator, les conducteurs, l’isolation, le refroidissement, le phasage et les tolérances à votre piste, à votre service et à votre contrôleur.
Paramètre | Capacités / Options |
Longueur (à plat) | Pièce unique de 50 à 2 000 mm ; plus longue grâce aux segments modulaires |
Largeur/Hauteur (à plat) | 30–250 mm / 15–120 mm typique |
Tailles des tubes | Diamètre intérieur 16–80 mm, diamètre extérieur jusqu’à 120 mm ; longueur de pile jusqu’à 800 mm |
Laminations (noyau de fer) | Acier à grains non orientés 0,20 / 0,27 / 0,35 mm |
Conducteurs | Cuivre rond, rectangulaire ou litz ; équivalents AWG 16–30 |
Classe d’isolation | Classe F (155 °C) ou Classe H (180 °C) |
Imprégnation / Mise en pot | Enrobage VPI ou époxy ; charges thermiques 0,8–2,0 W/m·K |
Refroidissement | Naturel, à air pulsé ou liquide (canaux collecteurs) |
Phasage | Triphasé (standard) ; monophasé/biphasé sur demande |
Capteurs et fils | Capteurs thermiques PT100/PT1000/NTC ; faisceaux et connecteurs personnalisés |
Contrôle de la géométrie | Planéité ≤ 0,03 mm/100 mm ; rectitude ≤ 0,05 mm/m (cibles de construction typiques) |
Tolérances électriques | Résistance ±5%, inductance ±7% (selon dessin) |
Finition | Boîtiers anodisés/peints ; revêtements anticorrosion sur acier |
Principaux avantages
Fonctionnement silencieux et sans frottement
Les pièces mobiles sans contact éliminent l'usure, le bruit et les particules ; idéal pour les laboratoires et les milieux médicaux.
Contrôle des mouvements de précision
Maintient une vitesse constante avec une haute résolution pour un micro-positionnement et une distribution précise.
Enveloppe à grande vitesse
De 8 μm/s ultra-lent à >10 m/s pour les outils délicats et les imprimantes à grande vitesse.
Course longue, prêt pour les environnements difficiles
Jusqu'à 4,6 m de course ; fiable dans le vide et dans les zones de production d'huile/eau.
Notre processus de fabrication
- Nous garantissons que chaque stator de moteur linéaire répond aux normes les plus élevées grâce à une ingénierie de précision et un contrôle qualité strict.
- Conception et ingénierie des moules : Développer des conceptions de matrices d'emboutissage de précision basées sur les résultats des prototypes et les tolérances requises pour le stator.
- Estampage par laminage : poinçonnage de lamelles en acier au silicium de haute précision pour des performances électromagnétiques optimales.
- Empilage et liaison : Alignez et liez les tôles pour former un noyau de stator solide.
- Enroulement de bobine : enroulez les bobines de cuivre avec précision pour garantir une distribution de courant et une efficacité constantes.
- Traitement d’isolation : appliquez des revêtements résistants à la chaleur pour améliorer la sécurité électrique et la durabilité.
- Imprégnation et durcissement : imprégner la résine sous vide pour renforcer la liaison des bobines et la stabilité thermique.
- Usinage et finition : Usinez avec précision les surfaces pour répondre aux spécifications dimensionnelles et de tolérance.
- Tests et assurance qualité : Effectuer des tests électriques, mécaniques et thermiques pour vérifier les performances.
- Inspection finale et emballage : inspecter visuellement et emballer les stators pour une livraison sûre et propre aux clients.

Qualité et tests
- Chaque stator de moteur linéaire subit une validation dimensionnelle, d'intégrité du noyau, électrique et thermique avec une documentation traçable, répondant aux plans de contrôle spécifiés et aux exigences de rapport.
- Contrôle dimensionnel : le pas des fentes et des pôles, le profil des dents, la rectitude, la planéité et l'alignement de la pile sont vérifiés.
- Intégrité du noyau : le nombre de laminages et le facteur d'empilement sont confirmés, les soudures ou les liaisons sont inspectées et la hauteur des bavures est contrôlée.
- Tests électriques (unités bobinées) : Résistance, inductance, hi-pot et surtension sont effectués avec une traçabilité complète de l'ensemble des bobines.
- Validation thermique : courbes ΔT en fonction du courant établies, étalonnage de la thermistance vérifié et rapports de chauffe facultatifs fournis.
- Documentation : les plans de contrôle, les dossiers d’inspection, la sérialisation requise et les rapports spécifiés par le client sont conservés et fournis.

Client Cas
- Platine de micro-usinage laser OEM pour les usines de dispositifs médicaux nord-américaines nécessitant une force continue 15 % supérieure dans le même encombrement, une ondulation de force plus faible pour des coupes plus nettes et une élévation de température réduite pour protéger l'optique.
Notre solution
- Stators sans fentes à dos de fer avec enroulements sans dents optimisés, laminations de dos de fer de 0,27 mm, adaptation d'inductance de phase ±3 %, capteurs PT1000 intégrés et face de montage au sol ≤ 0,02 mm par 300 mm, livrés sous forme de segments carrelables de 600 mm pour les pistes magnétiques existantes.
Résultats
Métrique | Avant | Après |
Force continue à 10 A (par portée du moteur) | 120 N | 145 N |
Ondulation de force crête à crête | 3.5% | 1.2% |
Élévation thermique à 10 A (régime stable) | 42 °C | 36 °C |
Planéité de la face de montage (plus de 300 mm) | 0.04 mm | 0.02 mm |
Rectitude de la scène sur 500 mm (système) | 8 µm | 5 µm |
Rendement de première passe de production (5 000 premières pièces) | 97.2% | 99.0% |
FAQ générales
Quels matériaux utilisez-vous pour les tôles de stator de moteur linéaire et pourquoi ?
Les tôles d’acier électriques, à grains orientés ou non orientés, à épaisseur contrôlée réduisent les pertes dans le noyau, limitent les courants de Foucault et offrent des performances magnétiques fiables sous charge.
Quels systèmes d'isolation sont appliqués dans la fabrication de stators de moteurs linéaires pour plus de fiabilité ?
L’isolation de classe F ou H utilise du fil émaillé, des revêtements de fentes, des cales et une imprégnation sous vide et sous pression, résistant aux décharges partielles, aux vibrations, à la pénétration et aux cycles thermiques.
Quels tests vérifient la résistance de phase et l'inductance sur un stator de moteur linéaire fini ?
La résistance Kelvin à quatre fils et l’inductance LCR à des fréquences spécifiées vérifient les phases ; les limites de déséquilibre définies et les cibles correspondantes prennent en charge un contrôle et des performances précis.
Quelles sont les options de fer arrière disponibles pour un stator de moteur linéaire et quand choisir chacune d'elles ?
Le noyau en fer maximise la densité de force et l’évacuation de la chaleur ; le support en fer sans fente améliore la douceur ; l’absence de fer élimine l’attraction, permettant une accélération plus rapide pour les charges utiles délicates et la métrologie.
Comment la propreté est-elle contrôlée lors de l'assemblage du stator du moteur linéaire pour éviter la contamination ?
Des zones propres, des étapes d’emballage scellées, une manipulation sans peluches et des produits chimiques sans silicone protègent les surfaces de liaison, empêchent les inclusions et préservent la résistance de l’isolation des assemblages sensibles.
Quels traitements de surface sont utilisés sur les noyaux de stator de moteur linéaire pour la protection contre la corrosion ?
Le phosphate, le revêtement électronique ou le nickelage résistent à la corrosion ; les finitions choisies préservent les propriétés magnétiques et maintiennent la résistance de contact aux interfaces de montage pendant la durée de vie.
Quel emballage garantit qu'un stator de moteur linéaire arrive sans dommage et prêt à être inspecté ?
Les protections d’angle en mousse, les emballages VCI, les déshydratants et les caisses rigides sécurisent les composants ; les indicateurs de choc et d’inclinaison et les pochettes de documentation garantissent des livraisons sans dommage et prêtes à être inspectées.
Quels sont les délais de production typiques pour une nouvelle conception de stator de moteur linéaire ?
Les nouvelles conceptions nécessitent de quatre à huit semaines, y compris l’outillage, les prototypes et la validation ; les constructions répétées s’accélèrent en fonction du volume, de la complexité et des engagements matériels.

