
Motorkernbleche sind wichtige Teile in Motoren und Generatoren, da sie den für den Betrieb erforderlichen magnetischen Fluss erzeugen. Der Laminierungsprozess führt jedoch häufig zur Gratbildung, die die Leistung und Qualität des Motors beeinträchtigen kann.
In diesem Artikel werden die Ursachen für Grate in Motorkernblechen erörtert und Lösungen zu ihrer Vermeidung angeboten.
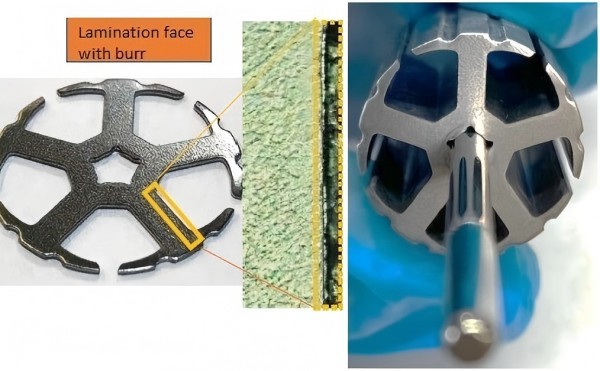
Was sind Grate in Motorkernblechen?
Grate sind unerwünschte Kanten, die sich an einem Material bilden, nachdem es geschnitten, gestanzt oder geformt wurde. In Motorkernblechen entstehen sie während des Stanzprozesses, wenn ein scharfkantiger Stempel durch das Material schneidet. Grate können die Motorleistung beeinträchtigen, indem sie die Passung der Bleche beeinträchtigen, was zu Ineffizienz oder Fehlfunktionen führt.
Motorbleche werden aus Materialien wie Siliziumstahl oder magnetischen Legierungen hergestellt und gestapelt, um den Motorkern zu bilden. Grate können zu einer falschen Passung zwischen den Schichten führen und Lücken erzeugen, die den magnetischen Fluss stören. Dies kann die Effizienz des Motors verringern, den Energieverbrauch erhöhen und zu vorzeitigem Verschleiß führen.
Ursachen der Gratbildung
Die Gratbildung in Motorkernblechen wird hauptsächlich durch den Schneid- oder Stanzvorgang verursacht. Mehrere Faktoren tragen zur Entstehung von Graten bei, darunter die folgenden:
Materialeigenschaften
Die Art des Materials, das zum Laminieren von Motorkernen verwendet wird, beeinflusst die Wahrscheinlichkeit der Gratbildung erheblich. Weichere Materialien wie kohlenstoffarmer Stahl oder unlegierter Stahl neigen eher zur Gratbildung als härtere Materialien wie Edelstahl oder hochwertige Legierungen.
Wenn das Material weicher ist, neigt das Metall dazu, sich während des Schneid- oder Stanzvorgangs leichter zu verformen, was zu scharfen Kanten führt, die aus dem Werkstück herausragen.
Qualität und Design der Matrize
Das Design und die Qualität der Stanzmatrize sind entscheidende Faktoren bei der Bestimmung, ob sich Grate bilden. Abgenutzte, stumpfe oder falsch ausgerichtete Matrizen können ungleichmäßige Schnitte verursachen, was zur Bildung von Graten führt.
Unzureichender Matrizenabstand (der Abstand zwischen der Matrize und dem zu schneidenden Material) kann ebenfalls zur Gratbildung beitragen. Wenn der Abstand zu klein ist, schneidet die Matrize das Material möglicherweise nicht richtig ab, was zu gezackten Kanten führt.
Schnittgeschwindigkeit und -druck
Die Geschwindigkeit, mit der die Matrize das Material schneidet, und der während des Vorgangs ausgeübte Druck können sich ebenfalls auf die Gratbildung auswirken. Wenn die Schnittgeschwindigkeit zu hoch ist, hat das Material möglicherweise nicht genug Zeit, um richtig abgeschert zu werden, bevor die Matrize austritt, was zu unregelmäßigen Kanten führt.
Ebenso kann ein zu hoher oder ungleichmäßiger Schneiddruck dazu führen, dass sich das Material übermäßig verformt, was zu Graten führt.
Laminierungsdicke
Die Dicke des Laminierungsmaterials spielt ebenfalls eine Rolle bei der Gratbildung. Dickere Laminierungen sind schwieriger sauber zu schneiden, und eine übermäßige Dicke kann während des Schneidvorgangs einen größeren Widerstand erzeugen, wodurch die Wahrscheinlichkeit der Gratbildung steigt.
Umgekehrt treten bei dünneren Laminierungen eher Probleme im Zusammenhang mit Verformungen auf, sie erzeugen jedoch im Allgemeinen weniger Grate.
Materialtemperatur
Die Gratbildung kann durch die Temperatur des Materials während des Schneid- oder Stanzvorgangs beeinflusst werden. Wenn das Material zu kalt ist, kann es spröde werden und leichter brechen oder Grate bilden.
Übermäßige Hitze kann jedoch dazu führen, dass sich das Material zu leicht verformt, was ebenfalls zur Bildung von Graten führen kann. Grate können vermieden werden, indem man sicherstellt, dass das Material die ideale Temperatur hat.
Lösungen zur Vermeidung von Gratbildung
Glücklicherweise gibt es mehrere Strategien, die Motorenhersteller anwenden können, um die Gratbildung in Motorkernblechen zu reduzieren oder zu vermeiden. Einige dieser Lösungen umfassen:
Optimierung des Matrizendesigns
Eine der effektivsten Möglichkeiten zur Vermeidung von Gratbildung besteht darin, sicherzustellen, dass die Stanzform von höchster Qualität und richtig konstruiert ist. Matrizen sollten scharf, gut gewartet und präzise ausgerichtet sein, um die Gratbildungsgefahr zu minimieren.
Der Abstand zwischen Matrize und Material sollte ebenfalls sorgfältig kalibriert werden, um übermäßige Verformungen oder ungleichmäßige Schnitte zu vermeiden. Die Matrizen müssen regelmäßig gewartet und überprüft werden, um in Topzustand zu bleiben.
Verwendung moderner Materialien
Die Gratbildungsgefahr kann durch die Wahl des geeigneten Materials für die Motorkernbleche verringert werden.
Hersteller sollten hochwertige Materialien mit geeigneter Härte und Duktilität wählen, die beim Schneiden weniger zur Gratbildung neigen. Materialien mit besseren Schereigenschaften tragen dazu bei, saubere Schnitte mit minimalen Graten zu gewährleisten.
Kontrolle von Schnittgeschwindigkeit und Druck
Die richtige Kontrolle von Schnittgeschwindigkeit und Druck ist entscheidend, um Grate zu vermeiden. Bei langsameren Schnittgeschwindigkeiten hat das Material mehr Zeit, sauber zu schneiden, während konstanter und gleichmäßiger Druck dafür sorgt, dass das Material gleichmäßig und ohne übermäßige Verformung geschnitten wird.
Hersteller sollten auch mit unterschiedlichen Schnittgeschwindigkeiten und Drücken experimentieren, um die optimalen Bedingungen zur Minimierung von Graten zu finden.
Gratentfernungstechniken anwenden
In einigen Fällen ist es möglicherweise nicht möglich, die Gratbildung während des ersten Schneidvorgangs vollständig zu vermeiden. In solchen Fällen können Hersteller Nachbearbeitungstechniken anwenden, um Grate zu entfernen.
Zu diesen Techniken gehört das Entgraten, bei dem Grate mit Schleifmitteln, Trommeln oder Vibrationsmaschinen entfernt werden. Andere Methoden wie Lasertrimmen und mechanisches Entgraten sind ebenfalls wirksam, um Grate von der Laminierungsoberfläche zu entfernen.
Kontrolle der Materialtemperatur
Wenn Sie sicherstellen, dass sich das Material vor dem Schneiden oder Stanzen im optimalen Temperaturbereich befindet, können Sie die Gratbildung reduzieren. Eine ordnungsgemäße Temperaturkontrolle kann übermäßige Verformung oder Sprödigkeit verhindern und zu saubereren Schnitten mit weniger Graten führen.
Dies kann durch die Kontrolle der Umgebung erreicht werden, in der das Material gelagert und verarbeitet wird.
Investition in hochwertige Ausrüstung
Zur Gratvermeidung ist die Qualität der Stanzmaschine und anderer Fertigungsgeräte von entscheidender Bedeutung.
Moderne Hochgeschwindigkeits-Stanzmaschinen mit fortschrittlichen Funktionen wie automatischen Schmiersystemen und präziser Kontrolle der Schneidparameter können dazu beitragen, die Gratbildung erheblich zu reduzieren. Durch die Investition in die neueste Ausrüstung wird sichergestellt, dass der Schneidprozess so effizient und sauber wie möglich ist.
Fazit
Gratbildung in Motorkernblechen kann die Effizienz, Leistung und Lebensdauer des Motors beeinträchtigen. Durch das Verständnis der Ursachen und den Einsatz vorbeugender Maßnahmen können Hersteller dieses Problem jedoch reduzieren oder beseitigen. Zu den wichtigsten Strategien gehören die Optimierung des Matrizendesigns, die Verwendung fortschrittlicher Materialien, die Kontrolle von Schnittgeschwindigkeit und -druck sowie die Anwendung von Nachbearbeitungstechniken.

