High-speed motors power demanding applications like EVs, compressors, spindles, and aerospace equipment, where small weaknesses in stator and rotor cores can cause loss, overheating, vibration, or failure. In these designs, material selection, lamination thickness, structure, and manufacturing precision directly determine electromagnetic performance, mechanical strength, noise, and efficiency.
Material Selection for High-Speed Stator & Rotor Cores
Material selection is one of the most critical decisions for high-speed stator and rotor cores. The material must satisfy two opposing demands:
- Excellent magnetic properties for low iron loss and high efficiency.
- Adequate fatigue resistance and mechanical strength to endure high rotational speed centrifugal forces.
Common materials for high-speed cores
Typical materials used in high-speed stator and rotor laminations include:
- Non-oriented silicon steel (electrical steel): The workhorse for many industrial and EV motors. The silicon content lowers core loss and increases electrical resistance. Advanced grades are optimized for high frequency and low loss.
- High-strength silicon steels: Special alloys that balance low loss with higher yield strength, ideal for rotors operating at tens of thousands of rpm.
- Cobalt-iron alloys: Offer very high saturation flux density and good mechanical strength, used in aerospace or ultra-high-speed applications where power density is critical.
- Nickel-iron alloys: Used where very low core loss and high permeability are required, usually in special high-frequency or precision applications.
From a manufacturer’s viewpoint, you must be able to recommend different materials according to the customer’s speed range, torque requirement, and cost target. For example, a 12,000–20,000 rpm EV traction motor can often use premium electrical steel, while a 60,000–100,000 rpm compressor rotor may require higher-strength alloys and additional rotor reinforcement.
Key material parameters to evaluate
When evaluating core materials for high-speed motors, designers care about:
- Core loss (W/kg) at the target frequency and flux density
- Saturation flux density (Tesla)
- Yield strength and tensile strength (MPa)
- Young’s modulus (stiffness)
- Thermal conductivity and maximum operating temperature
- Coating type and interlaminar resistance
A high-performance core manufacturer should keep material datasheets and test records for different grades, and be willing to provide short lead-time samples so that motor OEMs can compare losses and mechanical performance under their specific operating conditions.
Lamination Thickness and Insulation Requirements
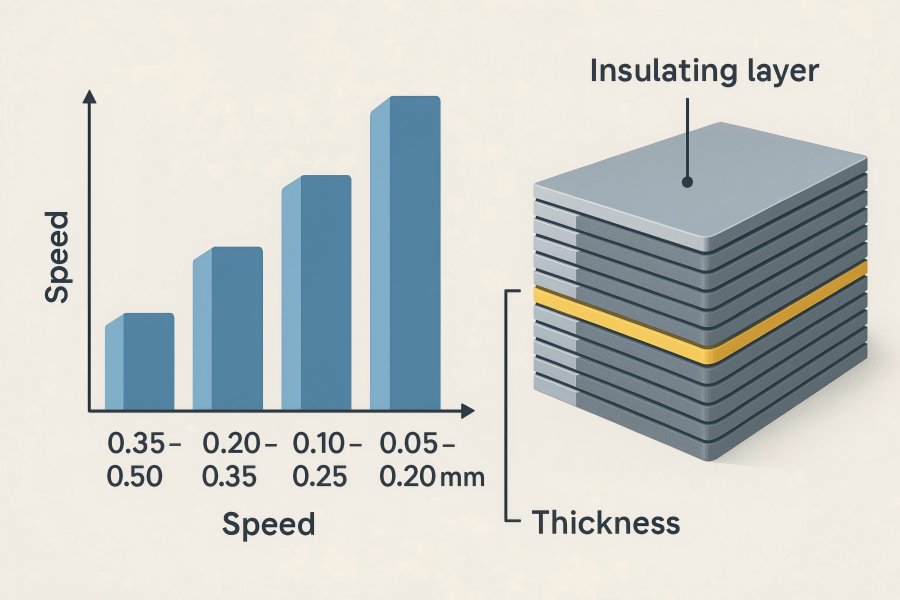
For high-speed motors, lamination thickness directly affects eddy-current losses. As frequency increases (because of higher speed and often higher electrical frequency), eddy currents grow rapidly; thinner laminations help block these currents and reduce heating.
Typical lamination thickness ranges
Below is a simplified comparison table showing how lamination thickness is often chosen for different motor speed ranges (actual choices depend on design and material):
| Speed Range (rpm) | Typical Electrical Frequency* | Common Lamination Thickness Range (mm) |
| 1,500: 3,000 | Low to medium | 0.35: 0.50 |
| 3,000: 10,000 | Medium | 0.20: 0.35 |
| 10,000: 30,000 | Medium to high | 0.10: 0.25 |
| 30,000+ | High to very high | 0.05: 0.20 |
Thinner laminations reduce eddy-current loss but increase manufacturing difficulty. Stamping dies must be precise and wear-resistant; handling must be careful to avoid deformation; stacking and bonding must ensure sufficient stiffness. For a stator & rotor manufacturer, the capability to process 0.10 mm or even thinner laminations becomes a core competitive advantage in the high-speed market.
Importance of interlaminar insulation
To avoid electrical contact between plates, an insulating layer is applied to each lamination.
Good insulation:
- Reduces eddy-current loops between laminations
- Prevents hot spots and localized overheating
- Provides corrosion protection
However, coatings must also withstand pressing, stacking, and high temperatures during operation without cracking or peeling. High-speed designs often require premium coating types with high thermal class and good mechanical robustness.
Burr control and edge quality
In high-speed motors, burr height and edge damage are not only electromagnetic issues; they are also mechanical concerns. Excessive burrs can cause:
- Increased local loss and heating
- Short-circuiting between laminations if burrs pierce the coating
- Stress concentration and potential crack initiation points
Manufacturers should control burr height strictly (for example ≤0.02 mm or tighter, depending on the application) and use proper deburring, tooling maintenance, and inspection methods to guarantee quality.
Mechanical Strength and Structural Integrity
As rotor speed increases, the centrifugal force on each piece of steel and magnet grows with the square of speed. At very high rpm, mechanical strength becomes just as important as electromagnetic performance.
Rotor burst strength
For high-speed rotors, designers calculate burst speed, the theoretical speed at which the rotor would mechanically fail under pure centrifugal loading. Operating speed must be significantly lower than this burst speed, with sufficient safety margin.
Factors that influence burst strength include:
- Material yield and ultimate strength
- Rotor outer diameter and radial thickness of the lamination stack
- Hub design and shaft connection
- Presence of magnet slots and weakening features
Manufacturers can assist by proposing optimized lamination geometries, smoother transitions, and improved stacking methods to minimize stress concentrations.
Stress-relief features and rotor bonding
To achieve both electromagnetic and mechanical robustness, rotor laminations may include:
- Stress-relief slots or holes in heavy sections
- Carefully rounded corners in magnet pockets
- Axial or radial keys, pins, or welds to keep stacks rigid
The stacking and bonding method also matters: interlocking, welding, bonding with adhesive, or shrink-fitting under a sleeve. For high-speed rotors, uniform bonding and minimal imbalance are critical.
Stator core rigidity
The stator is usually not rotating, but in high-speed applications, vibration and NVH (noise, vibration, harshness) are important. A weak or poorly supported stator core can vibrate under electromagnetic forces, leading to noise, fatigue, and premature failure. Proper back-iron thickness, robust frame connection, and precise stacking all help improve stator rigidity and reduce vibration.
Core Geometry and Slot Design Optimization
The geometry of the stator and rotor cores—especially the slot design—has a direct impact on torque, efficiency, losses, and noise.
Stator slot shape and tooth design
High-speed motors often use optimized slot shapes to reduce losses and noise:
- Semi-closed slots to reduce slot harmonics and noise
- Shaped tooth tips to control flux density and reduce local saturation
- Proper slot opening to balance manufacturability and electromagnetic performance
Tooth width and back-iron thickness must be carefully selected. If the teeth are too narrow, they may saturate at high load. If the back-iron is too thin, the flux path gets congested and losses rise. If everything is too thick, the core becomes heavy and costly.
Rotor slot number and skew
Rotor designs differ depending on the motor type (induction, PM, synchronous reluctance, etc.), but in all cases, slot number and skew must be coordinated with the stator to reduce torque ripple and noise.
- Skewing the rotor or stator slots can reduce cogging torque and torque ripple, important for quiet high-speed operation.
- The number of slots and poles affects harmonic content and must be chosen to avoid problematic harmonic orders that increase loss and vibration.
As a manufacturer, you may not design the electromagnetic geometry, but you can influence it by providing rapid prototyping and flexible tooling so designers can test different geometries and quickly converge on an optimized design.
Rotor Technology Options for High-Speed Motors
In high-speed motors, the rotor is the most mechanically critical component. Several rotor core technologies are used depending on speed, torque, and cost.
Laminated rotors with sleeves
For high-speed permanent magnet motors, laminated rotors with sleeves are common. Magnets are placed into surface or interior pockets of the rotor core, which is composed of laminated electrical steel. To prevent magnets from flying out at high speed, a non-magnetic sleeve is shrink-fitted around the rotor.
Common sleeve materials include:
| Sleeve Material | Typical Use Case | Advantages | Considerations |
| Carbon fiber | Ultra-high-speed PM rotors | Very high strength, low density | More complex manufacturing, cost |
| Inconel / alloys | High-temperature, high-stress environments | Good strength at high temperature | Higher density and cost |
| Stainless steel | Medium-speed rotors, general applications | Good machinability, corrosion resistance | Higher losses if too thick |
| Titanium | High-speed, weight-sensitive applications | Good strength-to-weight ratio | Expensive, more difficult to machine |
The sleeve design must carefully balance hoop stress, temperature expansion, magnet retention, and electromagnetic performance (too thick sleeves can reduce air-gap flux).
Solid and squirrel-cage rotors
Induction motors may use:
- Laminated rotors with cast aluminum or copper cages
- Solid rotor designs for very high-frequency or special applications
For high-speed induction motors, cage bar shape, end-ring design, and rotor slot geometry all affect rotor heating, starting torque, and mechanical strength. Manufacturers of rotor cores must ensure tight dimensional tolerances so that the cage casting or bar insertion is uniform and well-balanced.
Balancing and dynamic performance
Even a perfectly designed rotor can fail in practice if it is not properly balanced. Manufacturers often provide:
- Pre-balancing of bare rotor stacks
- Reference surfaces or keyways for final balancing at the motor factory
High-speed applications may require multiple balancing steps (rough balancing of the stack, final balancing after magnet insertion and sleeve fitting).
Cooling and Thermal Management of Motor Cores
High-speed motors have high loss density in a relatively small volume. The stator and rotor cores generate heat from iron loss and eddy currents. Without proper cooling, temperature rises quickly, leading to:
- Increased resistance in windings (higher copper loss)
- Reduced magnet strength (for PM motors)
- Shortened insulation life
- Increased bearing temperature and lubricant degradation
Cooling methods around the stator core
Common cooling strategies include:
- Water jackets integrated into the housing around the stator
- Oil spray or oil jacket cooling for high-speed traction or aerospace motors
- Forced air cooling in less demanding applications
The stator core must have sufficient contact area and suitable assembly method (such as press-fitted into the frame) to effectively transmit heat to the cooling media.
Rotor and shaft cooling
Cooling the rotor is more difficult. Some high-speed designs use:
- Internal airflow paths in the rotor and shaft
- Spray oil cooling directed onto the rotor ends
- High thermal conductivity materials to spread heat more evenly
Core manufacturers can help by designing ventilation ducts, axial or radial holes, and optimizing the contact between rotor laminations and shaft, as long as these features do not critically weaken mechanical strength.
Thermal analysis considerations
Thermal management is highly coupled with material selection and lamination thickness. While designers often run finite element simulations, they still depend on accurate loss data and core properties from the manufacturer. Providing high-quality test data and supporting thermal test validation builds trust and strengthens long-term cooperation.
Advanced Manufacturing Techniques
For stator and rotor cores used in high-speed motors, manufacturing technology is a major differentiator between suppliers.
8.1 High-speed stamping and precision tooling
High-speed motors often require:
- Thin-gauge laminations (0.10–0.25 mm or less)
- Tight dimensional tolerances
- Low burr height and minimal distortion
This demands high-quality stamping dies made from wear-resistant materials and advanced press equipment capable of stable operation at high strokes per minute. Tool maintenance, lubrication, and process monitoring are essential to keep quality stable over long batch runs.
Laser cutting for prototype and small batches
For prototypes and small-volume high-speed motors, laser cutting is often used:
- No tooling cost
- Quick design iteration
- High shape flexibility
However, laser cutting may introduce slightly higher edge roughness or heat-affected zones, so manufacturers must carefully control parameters and inspect edge quality, especially for very thin sheets.
Stacking, joining, and core assembly
Stator and rotor core stacking methods include:
- Interlocking / self-riveting laminations
- Welding (tig, laser, spot welding) on the outer or inner diameter
- Bonded cores using special adhesives between laminations
- Rivets or pins for mechanical locking
For high-speed motors, bonded and welded cores are common because they provide high rigidity and good vibration behavior. However, process control must avoid excessive distortion or local overheating that could degrade material properties.
Tolerance control and inspection
Key geometric tolerances include:
- Outer and inner diameters
- Slot width and position
- Stack height
- Concentricity and flatness
Manufacturers should use CMM (coordinate measuring machines), optical inspection, and automated measurement systems to ensure that all parts remain within the specified tolerances, guaranteeing consistent electromagnetic performance and easy assembly.
Testing, Validation, and High-Speed Performance Evaluation
High-speed motor cores must pass more rigorous testing than standard designs. This safeguards both the manufacturer’s reputation and the end user.
Core loss and magnetic testing
Before assembly, stator and rotor laminations or stacks are tested for:
- Core loss at relevant frequency and flux density
- Permeability and BH curves
- Coating quality and interlaminar resistance
This ensures that the selected material and process meet the designer’s expectations.
Mechanical and burst tests
For high-speed rotors, mechanical tests are essential:
- Spin tests where the rotor is driven to or beyond maximum operating speed in a controlled environment
- Burst tests for sample rotors, taken to failure to verify strength margins
- Shaft and hub strength tests
These tests prove that the design can safely operate in the defined speed range.
Dynamic balancing and NVH evaluation
To achieve quiet and smooth operation:
- Rotors are dynamically balanced to strict tolerances.
- Stator cores and assemblies are checked for natural frequencies to avoid exciting resonance at running speeds.
In some cases, motors are tested in dynamometers or NVH chambers to verify vibration and noise levels under load.
Documentation and traceability
High-end customers expect complete documentation:
- Test reports for material and core loss
- Dimensional inspection records
- Burst speed calculations and test results
- Balancing reports
As a stator & rotor manufacturer, offering this level of traceability and documentation can be a strong selling point in the high-speed motor market.

