
Прогрессивная высокоскоростная штамповка является важнейшим производственным процессом для изготовления ламинированных деталей электродвигателей, влияющим на качество деталей, производительность и общую себестоимость производства.
По мере того как электродвигатели становятся все более эффективными и сложными, понимание динамики затрат, связанных с высокоскоростной штамповкой, помогает покупателям принимать более взвешенные решения о выборе поставщиков.
Что такое прогрессивная высокоскоростная штамповка?
Последовательная высокоскоростная штамповка — это процесс формовки металла, при котором полосы из электротехнической стали подаются через ряд штамповочных станций. На каждой станции пуансоны, матрицы и формовочные инструменты последовательно придают форму, вырезают и формируют пластины для электродвигателей.
В отличие от простой вырубки или штамповки на одном рабочем месте, прогрессивные штампы выполняют множество операций в одном линейном инструменте, что сокращает трудозатраты и обеспечивает высокую производительность — зачастую тысячи деталей в час.
Ключевые характеристики включают:
- Многопозиционные штамповочные комплекты
- Непрерывная ленточная подача
- Автоматизированная индексация материалов
- Высокая скорость производства (500–2000 ходов/мин и более)
- Жесткий контроль размеров
Для ламинирование двигателяЭтот процесс обеспечивает стабильную форму, минимальное количество отходов и повторяемую геометрию, что крайне важно для низких потерь в сердечнике и эффективной работы магнитных компонентов.
Почему важно понимать стоимость штамповки
Для производителей оригинального оборудования и производителей электродвигателей стоимость штамповки представляет собой более широкий фактор затрат, влияющий на:
- Доступность запчастей и рентабельность
- Амортизация оснастки в зависимости от объема производства
- Выбор поставщиков и планирование производственных мощностей
- Общая себестоимость реализованной продукции (COGS)
- Масштабируемость производства и сроки выполнения заказа
Без четкого понимания затрат покупатели рискуют переплатить, выбрать неподходящих поставщиков или столкнуться с неожиданностями, такими как затраты на переналадку оснастки и неучтенные затраты на контроль качества.
Компоненты стоимости прогрессивной высокоскоростной штамповки
Прогрессивная высокоскоростная штамповка ламинированных деталей двигателей состоит из нескольких отдельных компонентов, которые в совокупности определяют цену за единицу продукции. К ним относятся:
- Стоимость оснастки
- Стоимость материалов
- Стоимость прессования/производства
- Стоимость установки и переналадки
- Стоимость обеспечения качества
- Накладные расходы и рентабельность
1. Стоимость оснастки
Стоимость оснастки представляет собой одну из крупнейших первоначальных инвестиций в прогрессивную штамповку. Она включает в себя проектирование штампов, их изготовление, инструментальную сталь, электроды, приспособления, направляющие, рамы для оснастки и процессы закалки.
Стоимость оснастки зависит от:
- Количество станций в прогрессивной игральной кости
- Сложность профиля ламинирования
- Требования к точности и допускам
- Толщина материала и тип покрытия
- Износостойкие материалы (например, азотированные, с PVD/DLC покрытием)
- Сложность пилотов и направляющих для взлетно-посадочных полос
Для изготовления ламинированных деталей двигателей с множеством пазов, внутренними радиусами и фиксаторами, использование прогрессивных штампов может быть сложным и дорогостоящим.
Типичные категории затрат на оснастку:
| Компонент инструмента | Описание |
| Блоки штампов и вставки | Основные металлические детали, определяющие геометрию детали. |
| Удары | Элементы для резки и формовки |
| Стриптизерши и пилоты | Контроль подачи и извлечение материала |
| Направляющие и подшипники | Точное индексирование и выравнивание |
| Закалка/покрытие | Для обеспечения износостойкости при высоких скоростях |
В зависимости от сложности детали, затраты на оснастку могут составлять всего несколько тысяч долларов или достигать десятков тысяч долларов при изготовлении сложных ламинированных деталей для двигателей.
Поскольку затраты на оснастку амортизируются в зависимости от объема производства, увеличение объемов производства снижает вклад затрат на оснастку в стоимость одной детали.
2. Стоимость материалов
Стоимость материалов включает в себя сырьевую электротехническую стальную полосу, используемую для производства ламинированных листов.
Факторы, влияющие на стоимость материалов:
- Марка стали (например, М19, М27, высококремнистые сплавы)
- Толщина (0,20 мм, 0,35 мм и т. д.)
- Ширина полосы (влияет на эффективность гнездования)
- С покрытием и без покрытия (некоторые магнитные стали имеют изоляционные покрытия)
- Ценообразование поставщиков и колебания рынка
Поскольку пластины электродвигателей обычно штампуются из высококачественной электротехнической стали, стоимость материала может составлять 30–50% от общей стоимости детали, особенно когда требуются редкие марки стали или жесткие допуски по толщине.
3. Стоимость прессования/производства
В себестоимость прессования входят машинное время, оплата труда, коммунальные услуги и техническое обслуживание в процессе обычного производства.
Стоимость производства зависит от:
- Тип и мощность пресса (сервоприводной или механический, тоннаж)
- Скорость производства (ходов в минуту)
- Размер экипажа и уровень квалификации
- Стоимость энергии
- Время простоя и время переналадки
Высокоскоростные печатные машины работают быстрее, но могут требовать более частого технического обслуживания, большего энергопотребления и более квалифицированных операторов. Ключевым моментом является баланс между скоростью и стоимостью.
Себестоимость производства может быть рассчитана с использованием следующих методов:
Стоимость прессования = (Стоимость оборудования в час × Время работы) + Стоимость рабочей силы
Пример:
Если стоимость работы пресса составляет 60 долларов в час, а производство деталей длится 10 часов со скоростью 1000 штук в час:
- Стоимость печати = 60 долларов × 10 = 600 долларов
- Стоимость одной детали = 600 долларов / 10 000 = 0,06 доллара за деталь
Добавьте стоимость рабочей силы: если оператор работает по ставке 20 долларов в час (за 10 часов = 200 долларов), то стоимость рабочей силы на деталь составит 0,02 доллара.
Общая стоимость прессования одной детали = 0,08 долл.
(Это иллюстративные данные; фактические показатели могут отличаться в зависимости от региона и объема.)
4. Стоимость установки и переналадки
В комплект поставки входит:
- Установка и калибровка штампа
- Регулировка пресса
- выравнивание подачи ленты
- Первичная проверка образца
Затраты на переналадку возникают при снятии инструмента для выполнения другой работы.
Затраты на установку частофиксированная стоимость за запускПоэтому он наиболее эффективен при небольших объемах.
Пример:
Если подготовка занимает 4 часа при почасовой ставке 80 долларов плюс оплата труда:
- Стоимость установки = 320 долларов США
- Если будет изготовлено всего 1000 деталей, то стоимость одной детали составит 0,32 доллара.
- Если изготовлено 20 000 деталей, то стоимость одной детали составит 0,016 доллара.
Таким образом, объем производства оказывает существенное влияние на вклад в затраты на настройку оборудования.
5. Стоимость обеспечения качества
В стоимость обеспечения качества входят:
- Поточный контроль (оптические, лазерные, системы машинного зрения)
- Отбор проб и проведение испытаний (размерные, магнитные свойства)
- Вторичный осмотр на наличие заусенцев, трещин и деформаций.
- Брак и переделка, связанные с дефектами.
Более высокая точность или более жесткие допуски, как правило, требуют больших усилий по контролю качества, что увеличивает стоимость.
В число поставщиков ламинированных пластин для электродвигателей часто входят:
- Визуальный осмотр
- Измерение размеров
- Испытание на потерю керна и проницаемость образца
Управление затратами на обеспечение качества может осуществляться посредством:
- СПК (статистический контроль процессов)
- Автоматизированная проверка для снижения затрат на ручной труд.
- Профилактическое техническое обслуживание для снижения количества дефектов.
6. Накладные расходы и рентабельность
Это включает в себя:
- Производственные накладные расходы (коммунальные услуги, аренда, надзор)
- Хранение и обслуживание инструментов
- Административные расходы
- маржа прибыли поставщика
Накладные расходы, как правило, включаются в себестоимость каждой детали путем распределения общих накладных расходов на объем производства.
Рентабельность варьируется в зависимости от поставщика и рынка; как правило, составляет 10–30% для операций штамповки.
Как рассчитывается стоимость прогрессивной штамповки
Давайте рассмотрим простой расчет стоимости работ по ламинированию электродвигателя.
Пример вакансии
- Объем: 50 000 ламинированных листов.
- Производительность прессования: 1000 шт./час
- Стоимость печатной формы: 60 долларов в час.
- Стоимость рабочей силы: 20 долларов в час.
- Стоимость штампа: 18 000 долларов.
- Стоимость материала за одну полосу: 0,50 долл. США/ламинирование
- Стоимость проверки: 0,05 доллара США за ламинат.
Пошаговое описание
- амортизация оснастки
Стоимость оснастки ÷ объем = 18 000 долл. / 50 000 = 0,36 долл. за деталь
- Стоимость материалов
Прямые затраты на материалы = 0,50 доллара за деталь
- Стоимость прессования
Стоимость глажения в час = 60 долларов.
Производственное время = 50 часов
Стоимость печати = 60 долларов × 50 = 3000 долларов
Стоимость штамповки одной детали = 3000 долл. / 50000 = 0,06 долл.
- затраты на рабочую силу
Стоимость рабочей силы/час = 20 долларов
Затраты на рабочую силу = 20 долларов × 50 = 1000 долларов
Затраты на рабочую силу на одну деталь = 1000 долл. / 50 000 = 0,02 долл.
- Стоимость осмотра
Проверка = 0,05 доллара за деталь
- Стоимость установки
Предположим, 2 часа по 80 долларов в час, итого 160 долларов.
Стоимость одной детали = 0,0032 доллара (незначительная разница при больших объемах)
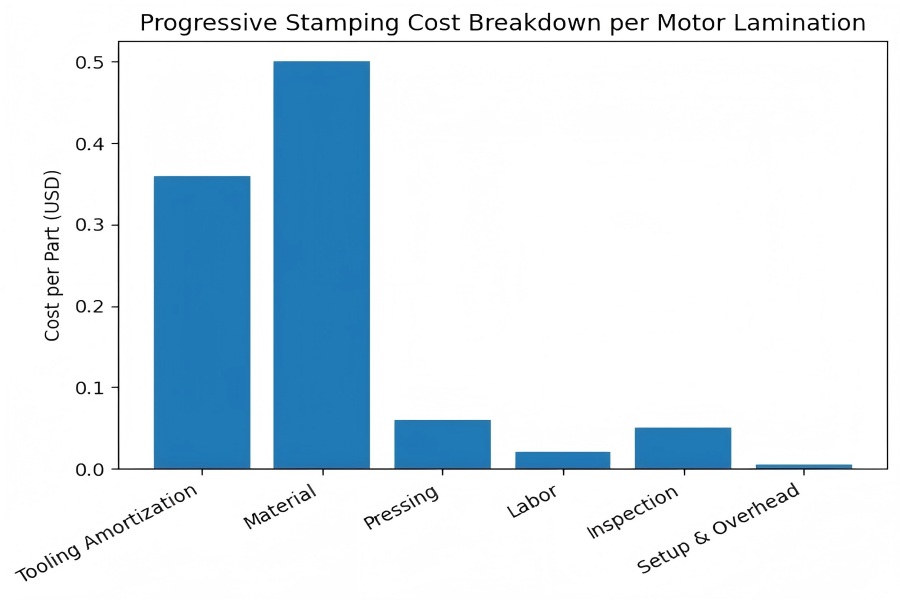
Общая стоимость одной детали
| Компонент затрат | Себестоимость единицы продукции |
| амортизация оснастки | 0,36 доллара |
| Материал | 0,50 доллара |
| Нажатие | 0,06 долл. |
| Труд | 0,02 доллара |
| Проверка | 0,05 доллара |
| Подготовка и накладные расходы | ~0,005 |
| Общая предполагаемая стоимость | 1,01 доллара |
В этом примере стоимость штамповки для ламинирования составляет приблизительно 1,01 доллара.
Фактические затраты значительно различаются в зависимости от региона, марки стали, допусков и эффективности работы поставщика.
Факторы, влияющие на стоимость прогрессивной штамповки.
Покупатели лучше умеют вести переговоры и составлять сметы, когда осведомлены о факторах, влияющих на стоимость.
Марка и толщина материала
Высококремнистые или специальные электротехнические стали стоят дороже, чем низкосортные стали, и могут потребовать более медленной подачи или специального покрытия для инструмента.
Более тонкий материал увеличивает требования к контролю за браком и может сократить срок службы инструмента.
Сложность детали
Такие функции, как:
- несколько слотов
- узкие зубы
- внутренние вырезы
- взаимозацепляющиеся выступы
Допуск и точность
Для более жестких допусков требуется:
- высококачественные инструменты
- более частая проверка
- замедление производства для уменьшения вариативности
Размер партии и частота заказов
При производстве небольших партий затраты на переналадку оборудования в расчете на единицу продукции выше. Частая переналадка оборудования повышает среднюю стоимость детали.
Возможности прессования
Высокоскоростные печатные машины обеспечивают большую производительность в час, но могут повлечь за собой следующие расходы:
- Повышенный износ инструмента
- Более высокие затраты на техническое обслуживание
- Специализированное обучение
Географический регион поставщика
Затраты на рабочую силу, коммунальные услуги и накладные расходы различаются в зависимости от региона. Поставщики в регионах с низкими затратами могут предлагать более низкие цены за единицу продукции, но покупателям также следует оценивать системы контроля качества, надежность поставок и логистические издержки.
Сравнение стоимости: прогрессивная и традиционная штамповка
Методы штамповки значительно различаются по структуре затрат, скорости и масштабируемости, поэтому выбор процесса имеет решающее значение для повышения эффективности производства ламинированных деталей для электродвигателей.
| Аспект | Однопрорезная штамповка | Составная штамповка | Прогрессивная высокоскоростная штамповка |
| Стоимость установки | Очень низкий | Середина | Высокий |
| Стоимость оснастки | Низкий | Средне-высокий | Высокий |
| Стоимость одной детали при малых объемах производства | Конкурентоспособный | Умеренный | Наименее конкурентоспособный |
| Стоимость одной детали при больших объемах производства | Высокий | Умеренный | Очень конкурентоспособный |
| Скорость производства | Низкий | Середина | Очень высокий |
| Обработка сложности деталей | Ограниченный | Хороший | Отличный |
| Размерная согласованность | Умеренный | Хороший | Отличный |
| Контроль за браком | Низкий–Умеренный | Умеренный | Высокий |
| Уровень автоматизации | Низкий | Середина | Высокий |
| Оптимальный диапазон применения | Прототипы, небольшие партии | Средние объемы | Большие объемы, сложная геометрия |

