
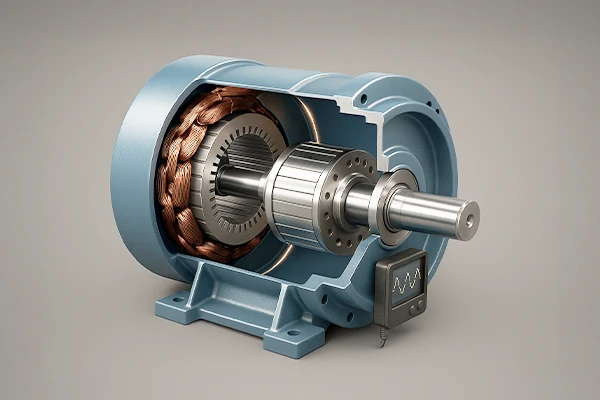
Статор и ротор генератора
- Мы проектируем и производим статоры и роторы генераторов от прототипа до серийного производства, отвечая вашим электрическим требованиям, характеристикам и рабочему циклу.
- От пакетов сердечников до полностью намотанных сборок мы оптимизируем концентричность воздушного зазора, потери, срок службы изоляции, баланс и удобство обслуживания, предоставляя полную поддержку.
- Воздушный зазор ≤0,05–0,10 мм TIR
- Поддерживаются несколько типов генераторов
- 4-недельная комплексная сборка поставки
- Мировые стандарты: ISO, IEC, рейтинги IP

Что мы можем настроить
- От проектирования электромагнитов до механической обработки — мы адаптируем сердечники, статоры, роторы и отделки для ваших целей по производительности, надежности и сертификации.
- Электромагнитная конструкция: оптимизируйте количество полюсов, геометрию пазов, воздушный зазор, схему намотки, запас насыщения и эффективность для вашего рабочего цикла и стандартов сети.
- Магнитный сердечник: выберите класс ламинирования, толщину, коэффициент упаковки, геометрию зубцов/пазов и крепление сердечника, чтобы свести к минимуму потери на вихревые искажения, вибрацию и акустический шум.
- Система статора: укажите класс изоляции, метод намотки, пазовые вкладыши, пропиточную смолу, выводы выводов и тепловые пути для достижения целевых значений напряжения, повышения температуры и электромагнитных помех.
- Роторная система: выберите ротор с короткозамкнутым ротором или постоянными магнитами, полюсные башмаки, перекос, сплав вала, демпфирование и класс балансировки с учетом пульсации крутящего момента, инерции и окружающей среды.
- Механическая обработка и отделка: определение допусков, концентричности, биения, динамической балансировки, шпоночных пазов, покрытий, защиты от коррозии и сборочных приспособлений в соответствии со спецификациями ISO, IEC и OEM.
Типичные технические характеристики
Номинальные диапазоны для статоров и роторов генераторов включают электрические характеристики, материалы, геометрию, балансировку, охлаждение, изоляцию и типовые испытания.
| Параметр | Опции | Примечания |
| Фазы и частота | 1-фазная или 3-фазная; 50 Гц / 60 Гц или указанная. | Двухчастотный по запросу |
| Напряжение и мощность | Как указано (LV/MV) | Разработаны в соответствии с требуемым классом изоляции |
| Поляки | 2-20+ | В соответствии со скоростью и требованиями сети |
| Слот/полюс | Оптимизированы по форме волны и потерям | Доступно проектирование с использованием МКЭ |
| Ламинирование | NOES/GOES и высококачественная Si-сталь; обычно 0,35-0,50 мм. | Альтернативные толщины по запросу |
| Высота штабеля | В расчете на одного человека | Варианты с шаговым штабелированием или блокировкой |
| Обмотка статора | Произвольные или сформированные катушки; звезда/треугольник/последовательно-параллельные | Интеграция термистора или ТДС по выбору |
| Обмоточные проводники | Медь или алюминий | Системы изоляции класса F/H |
| Выход провода | Клеммная коробка, летучие провода или штекеры | Класс IP по требованию |
| Тип ротора | Соленоидный, несоленоидный, с короткозамкнутым ротором или PM | Оптимизация перекоса и дуги полюсов |
| Роторные шины и кольца | Литой алюминиевый или медный стержень с паяными кольцами | Возможно проведение неразрушающего контроля пайки |
| Вал | 40Cr/42CrMo или указанный сплав | Паз и шпоночный паз в соответствии с чертежом |
| Перекос | Обычно 0-1,5 слота | Уменьшает пульсацию крутящего момента и шум |
| Класс баланса | ISO 21940 Класс G2.5 (G1.0 по запросу) | Балансировка деталей и узлов |
| Концентричность воздушного зазора | ≤ 0,05-0,10 мм обычно, для каждого размера рамы | Проверяется с помощью КИМ или циферблатных методов |
| Биение (TIR) | ≤ 0,02-0,04 мм на критических шейках | По чертежу |
| Охлаждение / корпус | ODP/TEFC; вентиляционные каналы; вентилятор или крыльчатка | Поддерживается нестандартная геометрия вентилятора |
| Система изоляции | Класс F или H; VPI, струйная или без растворителя | Опции, устойчивые к частичному разряду |
| Покрытия | Антикоррозийное, антипробуксовочное, антиржавое | Покрытие от солевых брызг по запросу |
| Тесты | Потери в сердечнике, перенапряжение, высокая температура, баланс, превышение скорости | Доступен полный FAT |
Типы генераторов, которые мы обслуживаем
Мы разработали статоры и роторы, специально разработанные для генераторов переменного и постоянного тока, синхронных и асинхронных генераторов для промышленных, возобновляемых и параллельных сетей применений по всему миру.
Генератор переменного тока
- Ламинированные статоры с низкими потерями и динамически сбалансированные роторы повышают эффективность, поддерживают малую концентричность воздушного зазора, снижают вибрацию и обеспечивают чистый, стабильный выходной переменный ток.
Генератор постоянного тока
- Жесткие рамы статора и роторы, готовые к установке коллектора, обеспечивают стабильное постоянное напряжение, более длительный срок службы щеток, точную концентричность и надежную работу в тяжелых условиях.
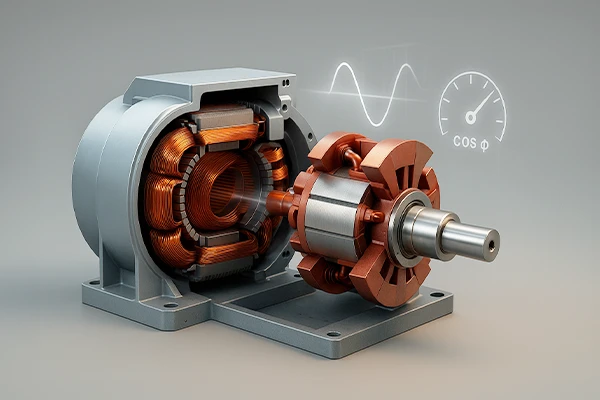
Синхронный генератор
- Прецизионные статоры и точные полюсные роторы обеспечивают точную регулировку напряжения, надежный контроль коэффициента мощности, низкий уровень гармоник и надежную параллельную работу с сетью.
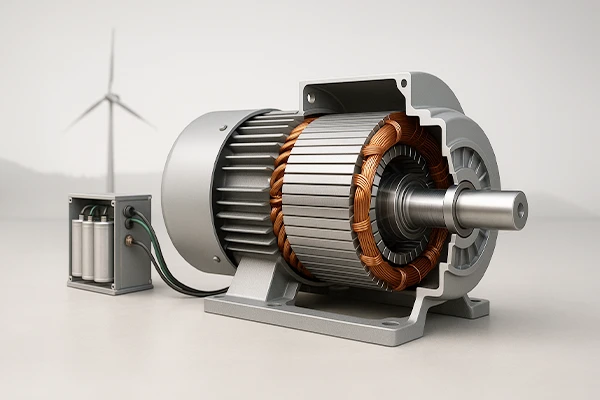
Индукционный генератор
- Оптимизированные пазы статора и прочные короткозамкнутые роторы обеспечивают высокий КПД, минимальные потери скольжения, легкое возбуждение конденсаторов и длительный срок службы возобновляемых источников энергии.
Наш процесс производства статоров и роторов
- Наш процесс изготовления статоров и роторов генераторов обеспечивает точность, долговечность и стабильные электрические характеристики на каждом этапе производства.
- Проектирование и конструирование пресс-форм: Разработка прецизионных конструкций штамповочных форм на основе результатов испытаний прототипов и требований к характеристикам ламинированных элементов генератора.
- Штамповка сердечника: точная перфорация ламинированных листов с обеспечением жестких допусков размеров и концентричности.
- Укладка и фиксация: сборка пластин сердечника под равномерным давлением для сохранения структурной целостности.
- Формирование намотки: аккуратная намотка изолированных медных проводов с использованием автоматизированных намоточных машин с регулируемым натяжением.
- Обработка изоляции: нанесите пропитку лаком для обеспечения превосходной диэлектрической прочности и термостойкости.
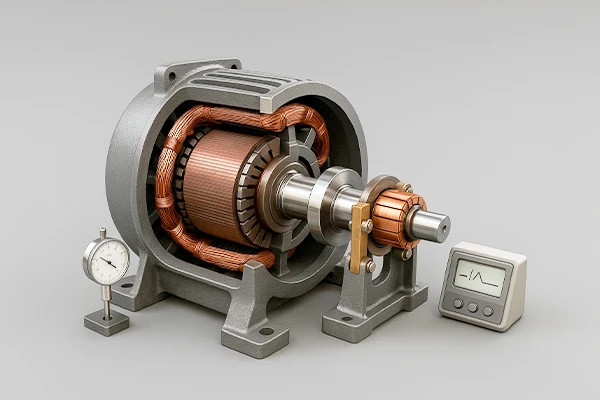
- Обработка и балансировка: выполнение точной токарной обработки, шлифовки и балансировки для обеспечения работы без вибраций.
- Термическая обработка: стабилизация магнитных и механических свойств посредством контролируемых температурных процессов.
- Покрытие поверхности: Защитите от коррозии с помощью высокопрочного эпоксидного или порошкового покрытия.
- Контроль качества: проведение размерных, электрических и динамических испытаний для обеспечения соответствия стандартам проектирования.

Качество и тестирование
- Измеряемый, прослеживаемый контроль качества по геометрии, электрической целостности, балансировке, вибрации и акустике гарантирует, что каждое устройство соответствует спецификациям и требованиям безопасности.
- Концентричность воздушного зазора: контролируется с помощью базовых данных внутреннего и внешнего диаметров, проверки совмещения отверстий и проверки соответствия синим посадочным местам.
- Биение и посадки: посадочные места подшипников, шпоночные пазы и конусы изготовлены по чертежу; критически важные элементы проверены на 100%.
- Целостность штабеля: высота заусенцев, количество расслоений, проверка замков/сварных швов; измерение осевого усилия зажима.
- Электробезопасность: высокое напряжение, перенапряжение, сопротивление и индуктивность регистрируются для каждой единицы или партии.
- Эксплуатационные характеристики сердечника: испытания потерь в сердечнике и изоляции на сердечниках статора; испытания частичных разрядов по запросу.
- Подтверждение балансировки: сообщается об остаточном дисбалансе и скорости испытания; ротор серийно сертифицирован.
- Вибрация и акустика: пределы вибрации согласно спецификации; перекос и конструкция вентилятора настроены на уровень шума.

Дело клиента
- Производителю ветряных электростанций требовались высокоэффективные статоры и роторы генераторов, соответствующие стандарту ISO G2.5, с малым воздушным зазором и сроком поставки в 3 месяца.
Наше решение
- Оптимизированная степень ламинирования и толщина слоя 0,35 мм, измененная геометрия пазов и контролируемый перекос для снижения потерь в сердечнике и пульсаций крутящего момента.
- Класс H, обмотки с пропиткой VPI с улучшенными тепловыми путями; выводы выводов и схема изоляции адаптированы к рабочему циклу.
- Прецизионная обработка с выравниванием внутреннего и внешнего диаметров, проверкой соответствия и контролем биения для обеспечения малой концентричности воздушного зазора.
- Динамическая балансировка по ISO 21940 G2.5 с серийными сертификатами ротора; 100% электрические испытания (потери в сердечнике, перенапряжение, высокое напряжение, индуктивность).
Результаты
Метрическая | Результат |
Концентричность воздушной прослойки (TIR) | ≤ 0,03 мм |
Остаточный дисбаланс | ISO 21940 G2.5 достигнут на скорости испытания |
Эффективность | +1,6 процентных пункта по сравнению с предыдущим проектом |
Потери в сердечнике (1,5 Тл, 50 Гц) | −8,5% |
Вибрация подшипника | −25% по сравнению с предыдущими единицами |
Доставка | 12 недель (в течение 3-месячного срока) |
Выход после первого прохода | 99,2% по всей партии |
Общие часто задаваемые вопросы
Какие типы генераторов поддерживают ваши статоры и роторы?
Возможность производства синхронных генераторов переменного тока, индукционных генераторов, генераторов с постоянными магнитами и генераторов постоянного тока для промышленного, морского, возобновляемого и резервного применения, соответствующих требуемым мировым стандартам.
Какие материалы вы используете для изготовления статоров и роторов генераторов?
Материалы включают в себя пластины NOES, медные или алюминиевые проводники, сплавные валы и изоляционные системы класса F или H по соответствию температурному режиму.
Как уменьшить потери в сердечнике статора генератора?
Потери сердечника минимизируются за счет выбора марки ламинирования, оптимизации толщины, правильного коэффициента укладки, изоляционного покрытия и снятия напряжений после обработки на станке, штамповки, сварки или зажима.
Какие системы качества регулируют производство статоров и роторов генераторов?
Контроль качества осуществляется с использованием планов PPAP или APQP, входного контроля, контроля в процессе производства, итогового аудита и SPC; предоставляются сертификаты соответствия и протоколы испытаний.
Как упаковать статор и ротор генератора, чтобы предотвратить повреждения при транспортировке?
Упаковка, разработанная с учетом транспортных рисков: защита от ржавчины, пенопластовая прокладка, болтовые соединения, индикаторы ударов и барьеры от влаги; по запросу для перевозок доступны многоразовые ящики.
Какие сертификаты и стандарты применяются к статору и ротору генератора?
Соответствие стандартам распространяется на IEC, ISO и соответствующие региональные стандарты; предоставляется документация CE/UKCA и декларации материалов; включены компоненты UL, если проект требует аккредитованной сертификации.

