
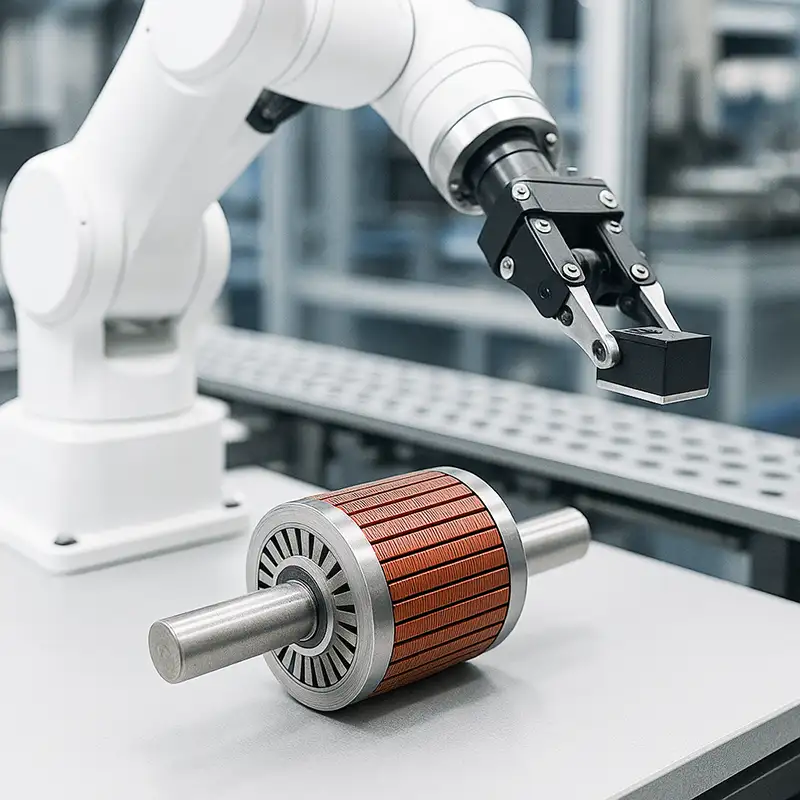
Ротор серводвигателя
- Мы проектируем и производим роторы серводвигателей, соответствующие динамике вашего приложения, рабочему циклу и окружающей среде.
- От создания прототипа до серийного производства наша команда оптимизирует геометрию, материалы, балансировку, покрытия и сборку, чтобы обеспечить плавное вращение, высокую плотность крутящего момента и длительный срок службы.
По конструкции ротора
Мы производим роторы серводвигателей в различных конструктивных исполнениях, каждое из которых разработано для оптимизации эффективности, производительности, долговечности и надежности в зависимости от сферы применения.
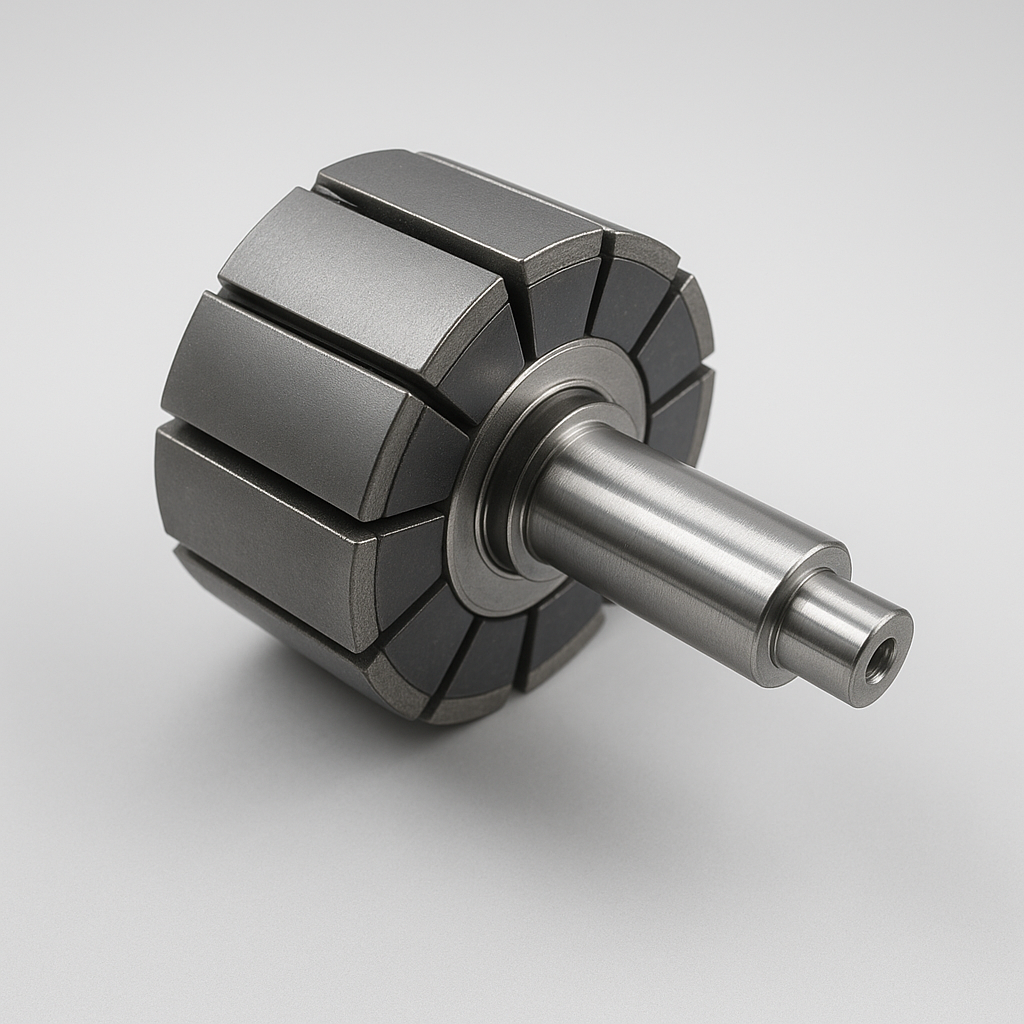
Роторы с постоянными магнитами
- Высокая плотность крутящего момента, компактная конструкция, превосходные динамические характеристики.
- Редкоземельные магниты обеспечивают сильный магнитный поток и стабильную работу.
- Широко применяется в сервоприводах, робототехнике, точном позиционировании.
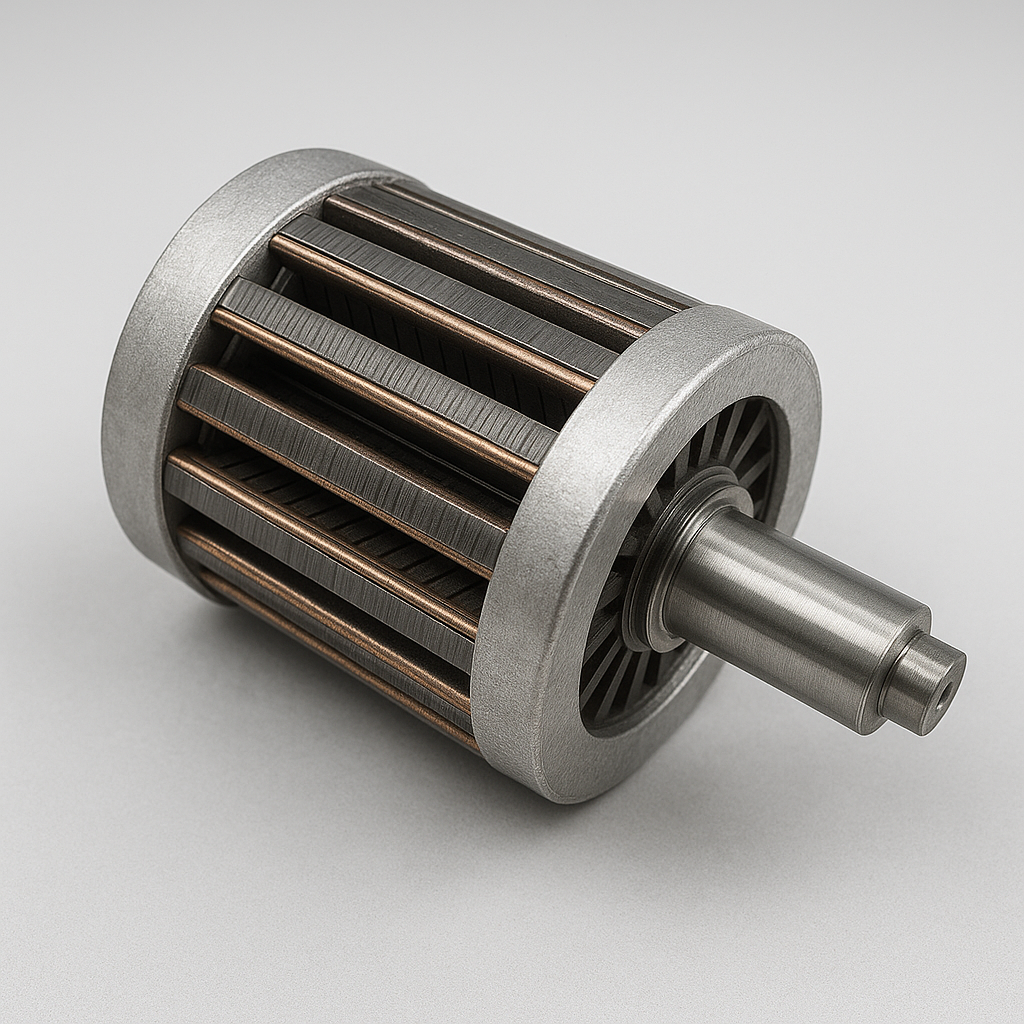
Короткозамкнутые роторы
- Простая конструкция с использованием алюминиевых или медных стержней.
- Прочная конструкция обеспечивает надежность и минимальное обслуживание.
- Распространено в системах автоматизации, насосах, вентиляторах, станках.
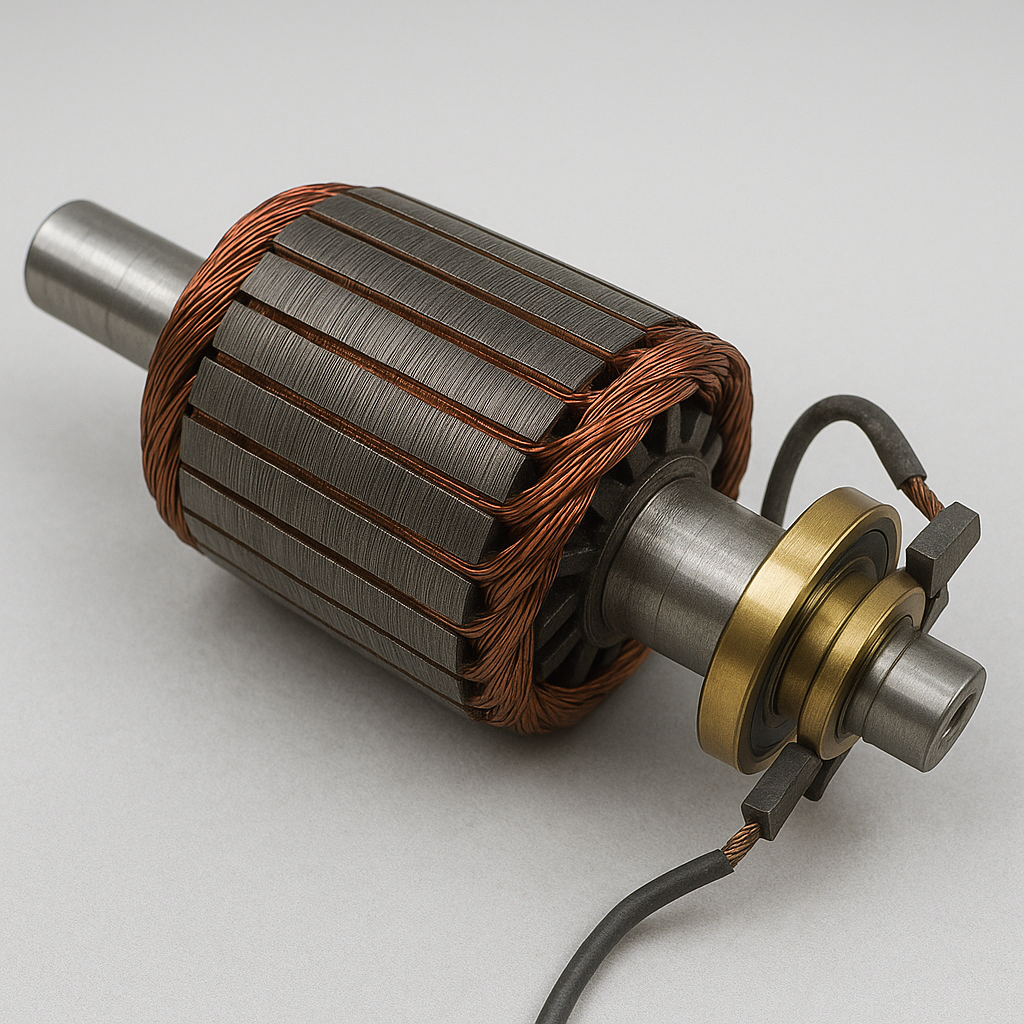
Роторы с раневым полем
- Катушки ротора создают управляемое магнитное поле с помощью тока возбуждения.
- Контактные кольца и щетки обеспечивают внешнее подключение к электросети.
- Идеально подходит для приводов переменной скорости и больших сервосистем.
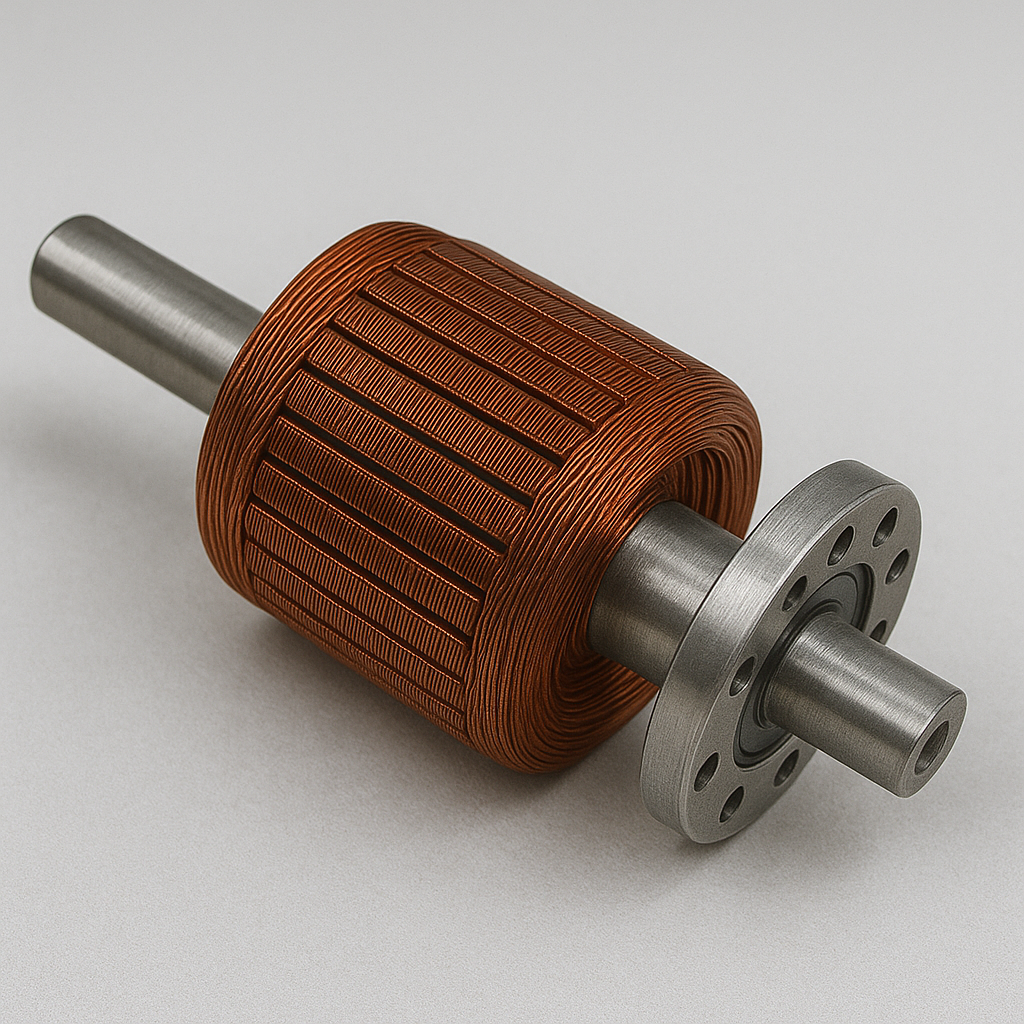
Роторы якоря без сердечника или железа
- Отсутствие железного сердечника минимизирует зубцовый момент и уменьшает инерцию.
- Обеспечивает высокое ускорение, плавное вращение, повышенную эффективность.
- Предпочтителен в аэрокосмических приборах, медицинских устройствах, прецизионной автоматизации.
Что мы настраиваем
- Мы понимаем, что каждое применение сервопривода предъявляет уникальные требования. Именно поэтому мы предлагаем полностью адаптированные решения для роторов:
Конструкция сердечника ротора
Мы оптимизируем геометрию и материалы сердечника ротора, чтобы увеличить крутящий момент, эффективность и минимизировать потери для точной работы сервопривода.
Ламинированные стеки
Индивидуальная толщина ламинирования, сорт и изоляция значительно снижают вихревые токи, контролируют вибрацию и улучшают магнитную однородность в различных областях применения.
Валы и ступицы
Мы обрабатываем валы и ступицы с точными допусками для обеспечения прочности, долговечности, концентричности и бесшовной интеграции с узлами двигателя.
Обработка поверхности и покрытие
Мы применяем специальные методы обработки поверхности и покрытия для защиты от износа, снижения трения, предотвращения фреттинг-коррозии и продления срока службы.
Антикоррозийные и эпоксидные покрытия
Современные антикоррозийные и эпоксидные системы обеспечивают защиту от коррозии и электроизоляцию, улучшая адгезию, диэлектрическую прочность и долговечность в долгосрочной перспективе.
Балансировка и сборка
Точная динамическая балансировка и контролируемая сборка снижают вибрацию, обеспечивают плавность вращения и постоянно соответствуют строгим стандартам качества сервоприводов.
Типичные диапазоны возможностей
Для удовлетворения разнообразных потребностей в серводвигателях мы предлагаем прецизионные производственные ряды, гарантирующие точность размеров, балансировку и надежную высокопроизводительную работу.
Параметр | Диапазон / возможности | Примечания |
Внешний диаметр ротора | 20-300 мм | Больший/меньший размер по запросу |
Высота штабеля | 10-250 мм | Одна или несколько стопок |
Диаметр вала | 3-80 мм | Наземные классы посадки H7/g6 |
Толщина ламинирования | 0.20 / 0.27 / 0.35 мм | Другие измерительные приборы в наличии |
Концентричность (ID-OD) | ≤0,02-0,05 мм МДП (типично) | Доступны отчеты о возможностях процесса |
Биение вала | ≤0,01–0,03 мм TIR (типичное) | На шейках подшипников |
Балансовая оценка | ISO 21940 G2.5 | На скорости использования, с сертификатом |
Рабочая температура | -40 до 180 °C | Зависит от выбора магнита/втулки |
Варианты магнитов | NdFeB, SmCo | Высокотемпературный H/SH/UH или SmCo для 180 °C+ |
Поле разрыва рукава | Разработано для каждой скорости | Гильзы из углеродного волокна или сплава |
Наш производственный процесс
- Мы производим каждый ротор серводвигателя с использованием прецизионной обработки, передовой балансировки и строгого контроля, чтобы гарантировать исключительную производительность и надежность.
- Проверка и подготовка материалов: выбор высококачественных магнитных и проводящих материалов для конструкции ротора.
- Штамповка ламинированного сердечника: штамповка листов кремнистой стали с жесткими допусками для обеспечения магнитной однородности.
- Укладка и склеивание: сборка ламинатов под давлением для оптимального выравнивания и механической прочности.
- Обработка валов: точение и шлифование валов роторов для обеспечения точности размеров и балансировки.
- Сборка ротора: интегрируйте сердечник, вал и ключевые компоненты с помощью высокоточных приспособлений для выравнивания.
- Динамическая балансировка: выполнение многоплоскостной балансировки для минимизации вибрации и повышения устойчивости вращения.
- Покрытие поверхности: нанесите антикоррозионные и изоляционные покрытия для увеличения срока службы и производительности.
- Тестирование производительности: проверка крутящего момента, инерции и электрических параметров в контролируемых условиях испытаний.
- Окончательная проверка и упаковка: перед надежной упаковкой проведите визуальную, размерную и функциональную проверку.





- Мы проводим строгие испытания качества на каждом этапе производства, чтобы гарантировать, что каждый ротор серводвигателя постоянно соответствует строгим стандартам производительности и надежности.
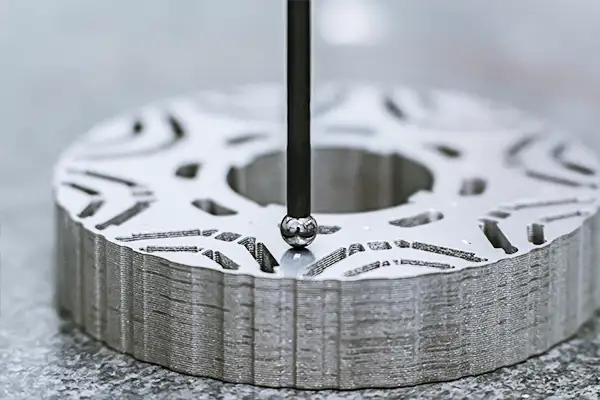
- Контроль ламинирования: Мы измеряем высоту заусенцев, толщину ламинирования и плоскостность с помощью прецизионных микрометров и оптических систем. Межслойная изоляция и коэффициент плотности упаковки проверяются на электрическую и механическую стабильность.
- Проверка магнитов и втулок: Магниты таких марок, как NdFeB и SmCo, проходят проверку размеров, адгезии и термической стабильности. Втулки и клеевые системы испытываются на рабочих скоростях, чтобы гарантировать запас прочности и долговечность.
- Динамическая балансировка и концентричность: Роторы балансируются по стандарту ISO 21940 G2.5 на номинальных скоростях. Концентричность внутреннего и внешнего диаметров, а также биение вала проверяются с соблюдением жёстких допусков с помощью калиброванных датчиков и приборов для проверки биения.
- Долговечность поверхности и покрытия: Мы тестируем коррозионную стойкость и адгезию покрытий, включая эпоксидные, цинк-фосфатные и никелированные, в условиях влажности, солевого тумана и вибрации, имитируя реальные условия эксплуатации.
- Функциональные и акустические испытания: пульсации крутящего момента, вибрации и уровни шума измеряются на всех рабочих скоростях. Акустический шум проверяется в контролируемых испытательных камерах для подтверждения технических характеристик заказчика и обеспечения более тихой работы машины.
- Прослеживаемость и сертификация: каждый ротор проходит серийный прослеживаемый контроль, с ведением записей о качестве ламинирования, балансировке и покрытиях. Процессы контроля качества соответствуют стандарту ISO 9001, а процедуры PPAP или FAIR доступны по запросу.
Дело клиента
- Интегратору робототехники первого уровня требовалось снизить пульсации крутящего момента и вибрацию на низких скоростях без замены статора или привода.
Наше решение
- Измененная конструкция зубцов/пазов ротора постоянного тока с перекосом дробных пазов для подавления зубцового заедания.
- Модернизирован до сверхвысококлассного NdFeB; система адгезива/втулки проверена на рабочие обороты.
- Балансировка до G2.5 при 4500 об/мин; концентричность по внутреннему и внешнему диаметру уменьшена до ≤0,02 мм TIR.
Результаты
Метрическая | До | После | Delta |
Крутящий момент зубчатого колеса (пк-пк) | 100% базовый уровень | 38% базовый уровень | -62% |
Воспроизводимость при подборе (3σ) | ±0.08 мм | ±0.03 мм | 62% лучше |
Время установления оси | 210 мс | 140 мс | -33% |
Акустический шум @1 м | 58 дБ | 55 дБ | -3 дБ |
Общие часто задаваемые вопросы
Какие материалы вы обычно используете для ламинирования ротора серводвигателя?
Мы используем пластины из электротехнической стали толщиной 0,20, 0,27 или 0,35 миллиметра, оптимизированные для низких потерь в сердечнике, магнитной однородности, постоянной плоскостности штамповки и долговечной межпластинчатой изоляции.
Какие виды обработки поверхности повышают коррозионную стойкость ротора серводвигателя?
Мы предлагаем цинк-фосфатное, никелированное, чёрное оксидное и эпоксидное покрытие. Выбор зависит от условий окружающей среды, требований к изоляции и совместимости с клеем для магнитов, втулок, ступиц и интерфейсов.
Какие методы проверки проверяют качество ламинирования ротора серводвигателя?
Мы проверяем высоту заусенцев, межслойную изоляцию, толщину, плоскостность и коэффициент упаковки с помощью микрометров, оптических измерений, испытаний на твердость по Роквеллу и электрического сопротивления с прослеживаемыми записями проверок.
Каковы типичные сроки изготовления ротора серводвигателя?
Срок выполнения заказа зависит от инструмента для ламинирования, выбора магнитов и балансировки. Изготовление прототипов занимает от четырёх до шести недель; выполнение повторных заказов ускоряется после стабилизации процессов, поставщиков и оснастки.
Какие сертификаты подтверждают вашу систему качества ротора серводвигателя?
Мы работаем по системе управления качеством ISO 9001, предлагаем PPAP или FAIR по запросу, поддерживаем калибровку оборудования, документированный контроль и прослеживаемость серийных роторов на всех этапах производства.

