
El apilamiento de laminaciones de motores es un proceso crítico en la fabricación de motores y generadores eléctricos, que influye directamente en la eficiencia, el rendimiento magnético, la resistencia mecánica y el costo de producción.
Ya sea que su aplicación se centre en motores de vehículos eléctricos de alta eficiencia o en unidades industriales robustas, elegir el método de apilamiento correcto puede determinar el logro o el fracaso de los objetivos de rendimiento.
Una tabla de comparación rápida
| Método de apilamiento | Enfoque central | Mejor para |
| Dispensación de pegamento en el molde | Unión adhesiva | Núcleos de alta precisión y baja pérdida |
| Dispensación de pegamento fuera del molde | Aplicación de pegamento flexible | Producción en lotes pequeños y medianos |
| Molde progresivo autoenclavable | Bloqueo mecánico | Alto volumen, alto rendimiento |
| Molde compuesto de un solo punzón autoenclavable | Apilamiento y modelado combinados | Líneas de volumen extremadamente alto |
| Apilamiento de remaches | Fijación mecánica | Motores simples y robustos |
| Apilamiento de soldadura | Unión metalúrgica | Motores de alta velocidad y alto estrés |
| Apilamiento autoadhesivo | Capas adhesivas pre-recubiertas | Motores compactos y medianos |
| Apilamiento de pernos | Sujeción reversible | Prototipado y pruebas |
| Apilamiento con hebilla/sujeción | Presión mecánica externa | Ensamblaje temporal y laboratorios |
| Apilamiento de fundición de aluminio/fundición de cobre | Encapsulación de metal | Rotores y núcleos de fundición integrados |
Dispensación de pegamento en el molde
La dispensación de pegamento en el molde aplica el adhesivo directamente dentro del molde de apilamiento durante el ensamblaje. laminaciones del motorAl ingresar al molde, la presión controlada garantiza una unión uniforme, lo que da como resultado una geometría de pila precisa adecuada para núcleos de motor de alta eficiencia y baja pérdida.
La dispensación de pegamento en molde es común en líneas de motores de alta gama. La aplicación uniforme del pegamento y la compresión controlada ayudan a minimizar las discontinuidades del fundente y el ruido.
| Ventajas | Contras |
| Excelente alineación de la pila | Mayor costo de moldes y equipos |
| Pérdida de núcleo reducida | Requiere un control preciso del adhesivo |
| Mejor estabilidad mecánica | Configuración y mantenimiento más largos |
Dispensación de pegamento fuera del molde
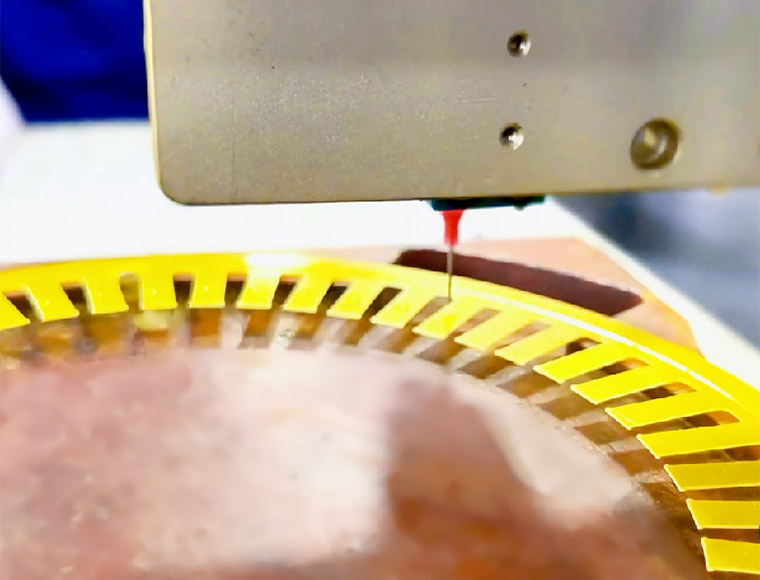
La dispensación de pegamento fuera del molde aplica adhesivo a las láminas fuera del molde antes del apilado y prensado. Este método ofrece flexibilidad en cuanto al tipo y volumen de pegamento, pero prioriza la habilidad del operador y los procedimientos de manipulación.
Este método se utiliza comúnmente en la producción de lotes pequeños o en líneas de modelos mixtos. Requiere menos inversión de capital que los sistemas en molde, pero requiere supervisión de calidad para mantener la alineación y la distribución del adhesivo.
| Ventajas | Contras |
| Selección flexible de pegamento | Precisión de alineación menor que en el molde |
| Mantenimiento más sencillo | Tiempo de ciclo más largo |
| Menor costo de herramientas | Posible inconsistencia del pegamento |
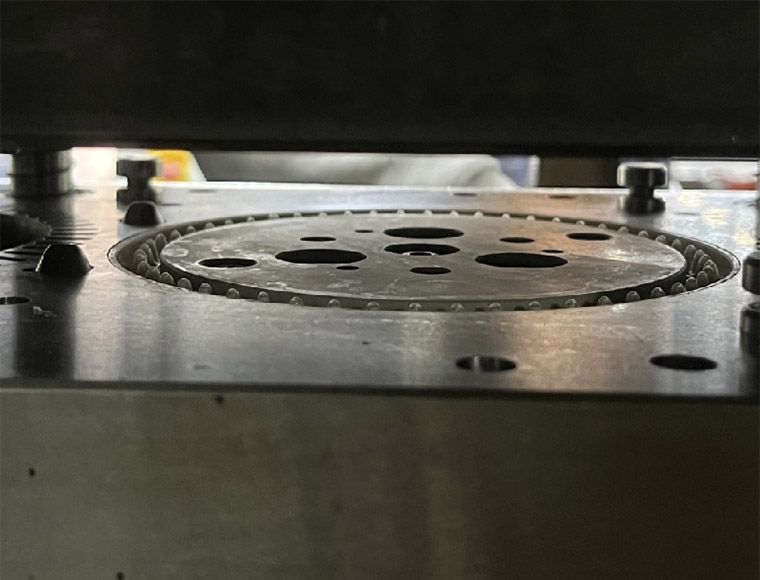
Apilamiento autoenclavable de molde progresivo
El apilamiento autoenclavable de moldes progresivos bloquea las laminaciones entre sí a través de una matriz progresiva, eliminando la necesidad de adhesivos o sujetadores.
Este enfoque destaca en la producción a gran escala con piezas estandarizadas. Las funciones de enclavamiento integradas garantizan la estabilidad mecánica sin materiales adicionales, lo que reduce el tiempo de ciclo y los costos de mano de obra.
| Ventajas | Contras |
| Rendimiento muy rápido | El diseño entrelazado limita la geometría |
| No se necesitan adhesivos | Se requieren herramientas de alta precisión |
| Calidad de pila confiable | Desarrollo de matrices costosas |
Molde compuesto de un solo punzón con enclavamiento automático y apilamiento
Con un solo punzón de molde compuesto, el estampado, el conformado y el apilado se realizan simultáneamente mediante un molde compuesto y una sola pasada de punzón. Este método minimiza los pasos de manipulación y maximiza la eficiencia.
Ideal para núcleos de motor de volumen ultra alto, el resultado es uno de los procesos de apilamiento más rápidos disponibles, aunque la complejidad de las herramientas es sustancial.
| Ventajas | Contras |
| Eficiencia de producción extremadamente alta | Costo de herramientas muy alto |
| Errores mínimos de manipulación | Flexibilidad de diseño limitada |
| Alta consistencia de pila | Largo plazo de desarrollo de moldes |
Apilamiento de remaches
El apilamiento de remaches consiste en alinear las láminas con orificios preperforados e insertar remaches deformados para sujetar el conjunto. Es un método tradicional de fijación mecánica.
Aunque es menos popular en diseños de alta eficiencia, el apilamiento de remaches todavía se utiliza en motores industriales convencionales donde la construcción robusta supera las necesidades de máximo rendimiento.
| Ventajas | Contras |
| Simple y confiable | Añade peso al núcleo |
| Bajo costo inicial de herramientas | Puede aumentar la pérdida del núcleo |
| Buena resistencia mecánica | Potencial de vibración y ruido |
Apilamiento de soldadura

El apilamiento por soldadura une las laminaciones mediante técnicas como la soldadura por resistencia o la soldadura láser. Sin necesidad de adhesivos ni fijaciones mecánicas adicionales, los puntos de soldadura fusionan las laminaciones en un núcleo cohesivo.
Las pilas soldadas son comunes en aplicaciones de alta velocidad y alta tensión, como las unidades industriales pesadas. En particular, la soldadura láser proporciona una gestión precisa del calor que reduce el deterioro y la distorsión magnética.
| Ventajas | Contras |
| Fuerte enlace mecánico | El calor puede deformar las laminaciones. |
| Sin componentes adicionales | Los equipos de soldadura son costosos |
| Bueno para operaciones de alto estrés | Se necesita un control de proceso de precisión |
Apilamiento autoadhesivo
El apilamiento autoadhesivo utiliza láminas pre-recubiertas con adhesivo que se activa con calor o presión. Esto elimina la necesidad de sistemas de dispensación de pegamento independientes y simplifica el apilamiento.
Utilizado frecuentemente en diseños de motores compactos y de consumo, el apilamiento autoadhesivo reduce la complejidad del montaje. Es adecuado para motores de rendimiento moderado donde la reducción de pasos de montaje y la limpieza son prioritarias.
| Ventajas | Contras |
| Proceso limpio y simplificado | El adhesivo limita el uso a altas temperaturas |
| Unión uniforme | Riesgo de envejecimiento del adhesivo |
| Menor costo del equipo | Menor resistencia mecánica que la soldadura |
Apilamiento de pernos
El apilamiento de pernos fija las láminas con pernos y tuercas mediante orificios alineados. Este método permite desmontar las pilas, lo cual resulta útil en prototipos y entornos de prueba.
El apilamiento de pernos ofrece flexibilidad y facilidad de mantenimiento, pero rara vez se utiliza en la producción en masa debido a la intensidad de la mano de obra y al menor rendimiento magnético en relación con las pilas soldadas o adheridas.
| Ventajas | Contras |
| Fácil de montar y desmontar. | Añade peso y tamaño. |
| Longitud de pila ajustable | Montaje que requiere mucho tiempo |
| Ideal para I+D | Malas características magnéticas |
Apilamiento con hebilla o sujeción
El apilamiento con hebillas o abrazaderas utiliza abrazaderas o bandas externas para unir las láminas sin pegamento, soldadura ni fijaciones permanentes. Este método se utiliza a menudo en pruebas, ensamblajes temporales o entornos de laboratorio.
Los métodos de sujeción ofrecen un montaje y desmontaje rápidos, pero carecen de la confiabilidad mecánica a largo plazo necesaria para los motores de producción que funcionan a altas velocidades o temperaturas.
| Ventajas | Contras |
| Montaje rápido y reversible | Puede producirse una presión desigual |
| No requiere unión permanente | Las abrazaderas aumentan el tamaño y el costo |
| Accesorios reutilizables | Estabilidad limitada a largo plazo |
Apilamiento de fundición de aluminio o fundición de cobre
Se vierte cobre o aluminio fundido alrededor del pila de laminaciónEn apilado de fundición de Al o Cu. Este método no solo fija las laminaciones, sino que también integra simultáneamente las barras del rotor y los anillos terminales en muchos motores de inducción.
Los métodos de fundición son inherentes a la fabricación de rotores en muchos motores de inducción de CA, lo que ofrece una conductividad e integridad mecánica superiores. La contrapartida es la necesidad de control térmico y equipos de fundición especializados.
| Ventajas | Contras |
| Unión mecánica extremadamente fuerte | Alto estrés térmico en las laminaciones |
| Excelente rendimiento eléctrico (Cu) | Equipos complejos y costosos |
| Etapa de fabricación integrada | Distorsión potencial con el calor |
Elegir el método correcto
La selección del método de apilamiento ideal depende de varios factores:
Rendimiento y eficiencia
- Prioridad de pérdida de núcleo baja:Pegamento en molde, autoadhesivo, de enclavamiento progresivo
- Prioridad de resistencia estructural:Soldadura, fundición
- Rendimiento equilibrado:Pegamento Out-Mold, molde compuesto de un solo punzón
Volumen de producción
- Alto volumen:Molde progresivo, molde compuesto, punzón único
- Volumen medio:Pegamento autoadhesivo para moldeo interior y exterior
- Bajo volumen / I+D:Perno de sujeción
Costo y herramientas
- Bajo costo de herramientas:Remache, perno, sujeción
- Moderado:Pegamento autoadhesivo Out-Mold
- Alto costo de herramientas:Pegamento en molde, molde progresivo y compuesto, fundición
Flexibilidad de diseño
- Alta flexibilidad:Pegamento, perno y sujeción Out-Mold
- Moderado:Autoadhesivo
- Flexibilidad limitada:Autoenclavamiento y fundición

