Estator de motor lineal
- Nuestros estatores de motores lineales ofrecen alta densidad de empuje, fuerza ultra suave, tolerancias estrictas y comportamiento térmico confiable.
- Diseñamos, bobinamos y terminamos núcleos de estator que se colocan en sus pistas y motores magnéticos, impulsando herramientas de semiconductores de precisión, líneas de baterías, metrología y automatización.
- Repetibilidad de ±1 µm con retroalimentación de escala lineal
- IP65 sellado para entornos de lavado
- Opciones de núcleo: núcleo de hierro, híbrido sin ranuras, sin hierro
- Ancho del módulo 30–250 mm; Altura 15–120 mm
- Clase de aislamiento F 155 °C o H 180 °C
Basado en la geometría
Elija una geometría del estator adaptada a su trayectoria de movimiento, envolvente y entorno para maximizar la densidad de fuerza, la suavidad y la capacidad de mantenimiento.
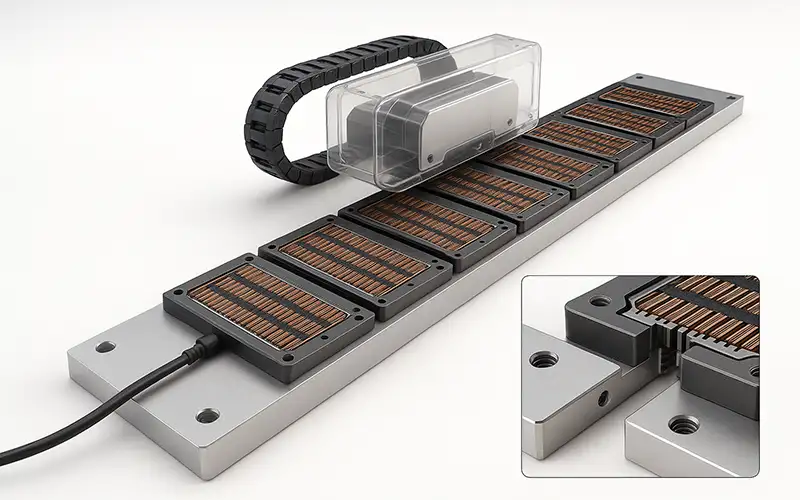
Estatores planos/planares (de pista)
- Módulos de estator rectangulares para pórticos, pick-and-place, procesamiento láser/PCB y metrología. Combine longitudes para lograr carreras largas.

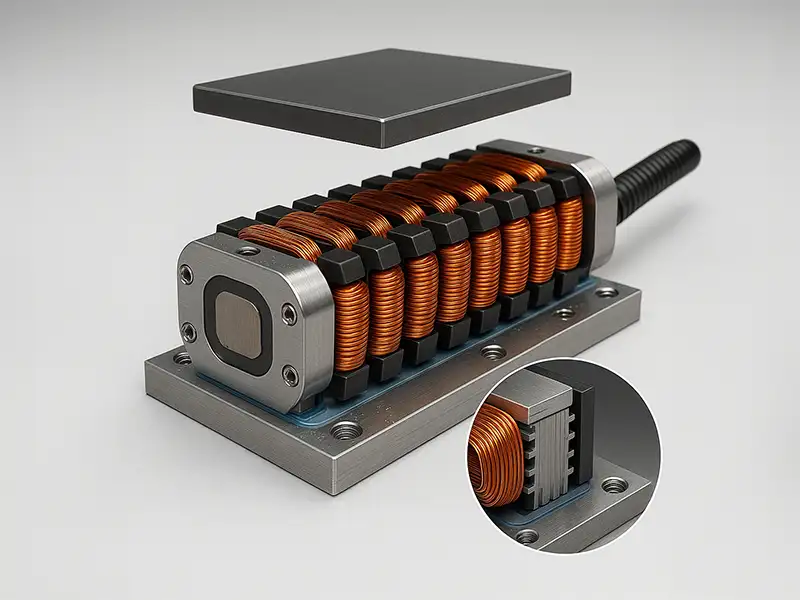
Estatores tubulares (cilíndricos)
- Estatores de varilla acoplados a un motor magnetizado (o viceversa). Diseño compacto, opciones selladas, ideal para alta aceleración y lavado.
Basado en la topología del núcleo
Ofrecemos estatores con núcleo de hierro, híbridos sin ranuras y sin hierro que brindan alta fuerza, bajo cogging y movimiento ultra suave para aplicaciones de fabricación de precisión.
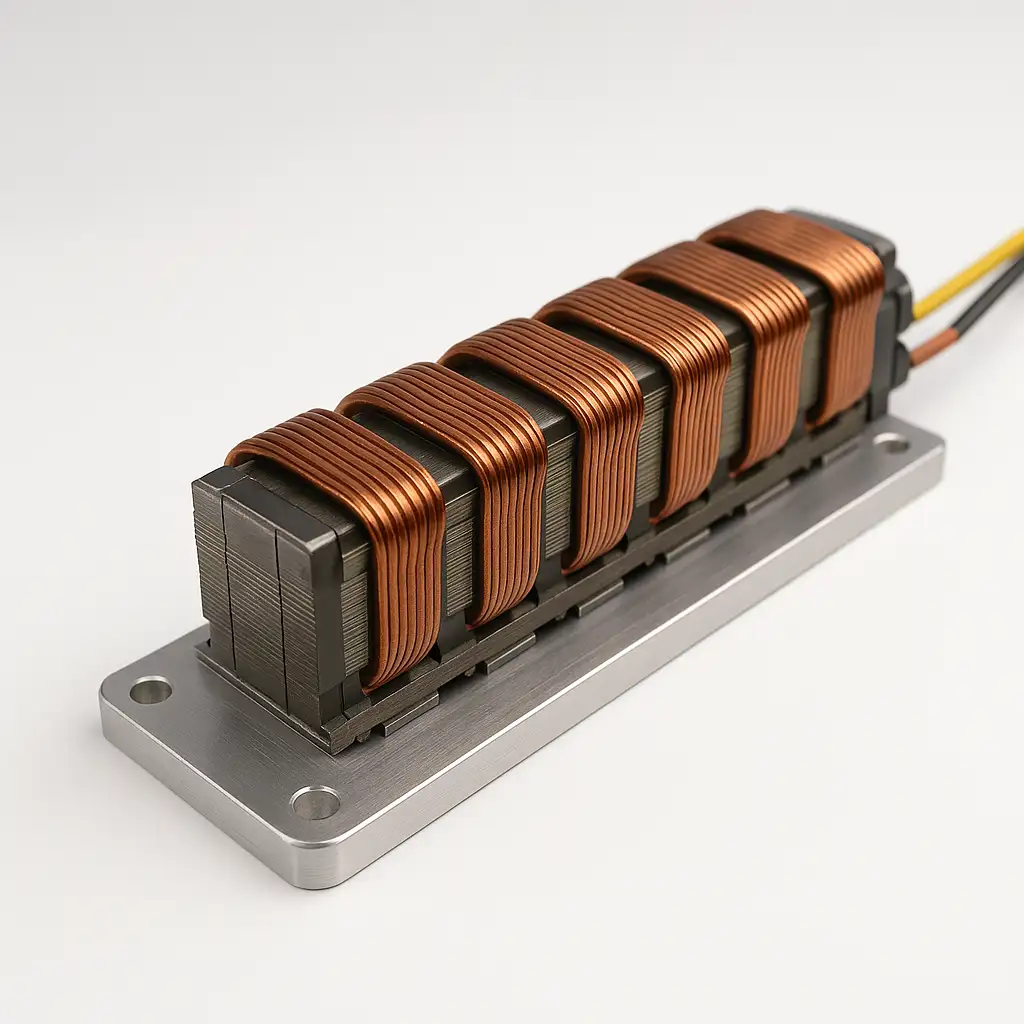
Núcleo de hierro (ranurado/dentado)
- Bobinas enrolladas alrededor de los dientes sobre una placa de hierro laminada.
- Máxima densidad de fuerza, buena trayectoria térmica.
- Ideal para máquinas herramienta, alimentadores de prensas y líneas de manipulación.
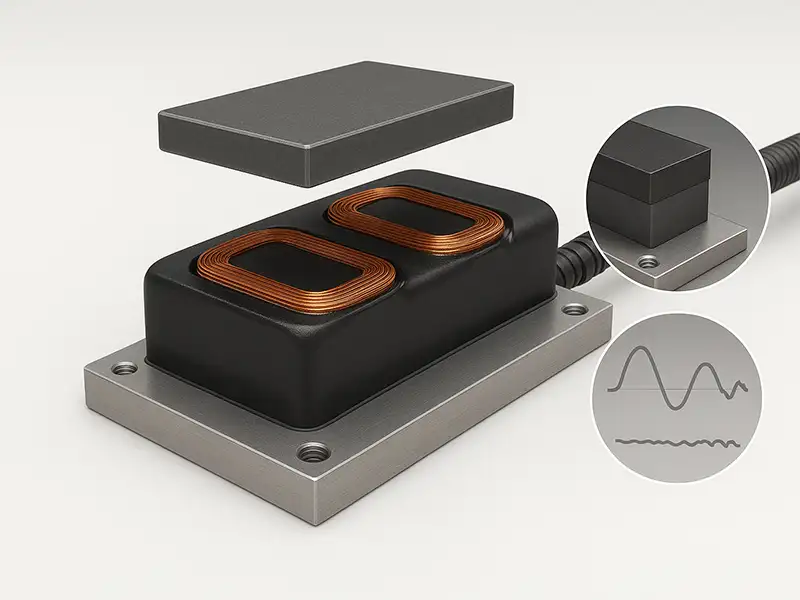
Sin ranuras con respaldo de hierro (híbrido)
- Bobinas sin hierro sobre una plancha trasera lisa.
- Bajo cogging con fuerza mejorada en comparación con el acero sin hierro puro.
- Adecuado para etapas de precisión que necesitan un movimiento más suave.

Sin hierro (núcleo de aire)
- Atracción de engranaje cero para un movimiento ultra suave.
- La bobina liviana permite la aceleración y la capacidad de respuesta.
- Ideal para metrología de inspección de semiconductores y etapas de escaneo.
Especificaciones típicas
Se muestran rangos y opciones típicos; adaptamos las dimensiones del estator, los conductores, el aislamiento, el enfriamiento, la fase y las tolerancias a su pista, servicio y controlador.
Parámetro | Capacidad / Opciones |
Longitud (plana) | Pieza única de 50–2.000 mm; más larga mediante segmentos modulares |
Ancho/Alto (plano) | 30–250 mm / 15–120 mm típico |
Tamaños tubulares | Diámetro interior de 16 a 80 mm, diámetro exterior de hasta 120 mm; longitud de pila de hasta 800 mm |
Laminaciones (núcleo de hierro) | Acero de grano no orientado de 0,20 / 0,27 / 0,35 mm |
Conductores | Cobre redondo, rectangular o litz; equivalentes a AWG 16–30 |
Clase de aislamiento | Clase F (155 °C) o Clase H (180 °C) |
Impregnación / Encapsulado | Encapsulado de VPI o epoxi; rellenos térmicos de 0,8–2,0 W/m·K |
Enfriamiento | Natural, aire forzado o líquido (canales colectores) |
Ajuste de fase | Trifásica (estándar); monofásica/bifásica a pedido |
Sensores y cables | Sensores térmicos PT100/PT1000/NTC; arneses y conectores personalizados |
Control de geometría | Planitud ≤0,03 mm/100 mm; rectitud ≤0,05 mm/m (objetivos de construcción típicos) |
Tolerancias eléctricas | Resistencia ±5%, inductancia ±7% (según dibujo) |
Finalizar | Carcasas anodizadas/pintadas; recubrimientos anticorrosión en acero |
Ventajas clave
Funcionamiento silencioso y sin fricción
Las piezas móviles sin contacto eliminan el desgaste, el ruido y las partículas; ideal para laboratorios y entornos médicos.
Control de movimiento de precisión
Mantiene una velocidad constante con alta resolución para microposicionamiento y dispensación precisa.
Envolvente de velocidad amplia
Desde ultralentos 8 μm/s hasta >10 m/s tanto para herramientas delicadas como para impresoras de alta velocidad.
Carrera larga, listo para entornos hostiles
Hasta 4,6 m de recorrido; confiable en vacío y en áreas de producción de petróleo/agua.
Nuestro proceso de fabricación
- Garantizamos que cada estator de motor lineal cumpla con los más altos estándares a través de ingeniería de precisión y un estricto control de calidad.
- Diseño e ingeniería de moldes: Desarrollo de diseños de matrices de estampado de precisión basados en los resultados de los prototipos y las tolerancias requeridas para el estator.
- Estampado de laminación: Perfore laminaciones de acero al silicio de alta precisión para lograr un rendimiento electromagnético óptimo.
- Apilamiento y unión: alinee y una las laminaciones para formar un núcleo de estator sólido.
- Bobinado de bobinas: enrolle bobinas de cobre con precisión para garantizar una distribución de corriente constante y eficiente.
- Tratamiento de aislamiento: Aplicar recubrimientos resistentes al calor para mejorar la seguridad eléctrica y la durabilidad.
- Impregnación y curado: Impregnar resina al vacío para fortalecer la unión de la bobina y la estabilidad térmica.
- Mecanizado y acabado: mecanizar superficies con precisión para cumplir con las especificaciones dimensionales y de tolerancia.
- Pruebas y garantía de calidad: Realizar pruebas eléctricas, mecánicas y térmicas para verificar el rendimiento.
- Inspección final y embalaje: Inspeccione visualmente y empaquete los estatores para una entrega segura y limpia a los clientes.

Calidad y pruebas
- Cada estator de motor lineal se somete a validación dimensional, de integridad del núcleo, eléctrica y térmica con documentación rastreable, cumpliendo con los planes de control y los requisitos de informes especificados.
- Control dimensional: Se verifican el paso de ranuras y polos, el perfil de los dientes, la rectitud, la planitud y la alineación de la pila.
- Integridad del núcleo: se confirman el recuento de laminación y el factor de apilamiento, se inspeccionan las soldaduras o uniones y se controla la altura de las rebabas.
- Pruebas eléctricas (unidades bobinadas): Se realizan resistencia, inductancia, alto voltaje y sobretensión con trazabilidad completa del conjunto de bobinas.
- Validación térmica: se establecieron curvas de ΔT versus corriente, se verificó la calibración del termistor y se proporcionaron informes de funcionamiento del calor opcionales.
- Documentación: Se mantienen y entregan los planes de control, los registros de inspección, la serialización requerida y los informes especificados por el cliente.

Caso de cliente
- Etapa de micromaquinado láser OEM para fábricas de dispositivos médicos de América del Norte que necesitan un 15 % más de fuerza continua en el mismo espacio, una menor ondulación de fuerza para cortes más limpios y un aumento térmico reducido para proteger la óptica.
Nuestra solución
- Estatores con respaldo de hierro sin ranuras con devanados sin dientes optimizados, laminaciones de hierro posterior de 0,27 mm, adaptación de inductancia de fase de ±3 %, sensores PT1000 integrados y una cara de montaje en tierra ≤0,02 mm por 300 mm, entregados como segmentos enlosables de 600 mm para las pistas magnéticas existentes.
Resultados
Métrico | Antes | Después |
Fuerza continua a 10 A (por tramo de motor) | 120 N | 145 N |
Ondulación de la fuerza de pico a pico | 3.5% | 1.2% |
Aumento térmico @ 10 A (estado estacionario) | 42 °C | 36 °C |
Planitud de la cara de montaje (más de 300 mm) | 0,04 mm | 0.02 mm |
Rectitud de la etapa superior a 500 mm (sistema) | 8 µm | 5 µm |
Rendimiento de la primera pasada de producción (primeras 5.000 piezas) | 97.2% | 99.0% |
Preguntas frecuentes generales
¿Qué materiales se utilizan para las laminaciones del estator del motor lineal y por qué?
Las laminaciones de acero eléctrico, de grano orientado o no orientado, con espesor controlado reducen las pérdidas en el núcleo, limitan las corrientes de Foucault y brindan un rendimiento magnético confiable bajo carga.
¿Qué sistemas de aislamiento se aplican en la fabricación de estatores de motores lineales para lograr confiabilidad?
El aislamiento de clase F o H utiliza alambre esmaltado, revestimientos de ranuras, cuñas e impregnación por presión al vacío, resistiendo descargas parciales, vibraciones, ingresos y ciclos térmicos.
¿Qué pruebas verifican la resistencia de fase y la inductancia en un estator de motor lineal terminado?
La resistencia Kelvin de cuatro cables y la inductancia LCR a frecuencias específicas verifican las fases; los límites de desequilibrio definidos y los objetivos coincidentes respaldan un control y un rendimiento precisos.
¿Qué opciones de hierro posterior existen para un estator de motor lineal y cuándo elegir cada una?
El núcleo de hierro maximiza la densidad de fuerza y la eliminación de calor; el respaldo de hierro sin ranuras mejora la suavidad; sin hierro elimina la atracción, lo que permite una aceleración más rápida para cargas delicadas y metrología.
¿Cómo se controla la limpieza durante el montaje del estator del motor lineal para evitar la contaminación?
Las zonas limpias, las etapas de embalaje selladas, el manejo sin pelusa y los productos químicos sin silicona protegen las superficies unidas, evitan inclusiones y preservan la resistencia del aislamiento para conjuntos sensibles.
¿Qué tratamientos superficiales se utilizan en los núcleos del estator de motores lineales para protegerlos contra la corrosión?
El fosfato, el recubrimiento e-coat o el níquel resisten la corrosión; los acabados elegidos preservan las propiedades magnéticas y mantienen la resistencia de contacto en las interfaces de montaje durante la vida útil.
¿Qué embalaje garantiza que un estator de motor lineal llegue sin daños y listo para inspección?
La protección de esquinas con espuma, los envoltorios VCI, los desecantes y las cajas rígidas aseguran los componentes; los indicadores de impacto e inclinación y las bolsas de documentación garantizan entregas libres de daños y listas para inspección.
¿Cuáles son los plazos de producción típicos para un nuevo diseño de estator de motor lineal?
Los nuevos diseños requieren de cuatro a ocho semanas, incluidas las herramientas, los prototipos y la validación; las construcciones repetidas se aceleran según el volumen, la complejidad y los compromisos de materiales.

