
El estampado progresivo de alta velocidad es un proceso de fabricación fundamental para las laminaciones de motores, que afecta la calidad de las piezas, el rendimiento y el costo general de producción.
A medida que los motores eléctricos se vuelven más eficientes y complejos, comprender la dinámica de costos detrás del estampado progresivo de alta velocidad ayuda a los compradores a tomar decisiones de abastecimiento más inteligentes.
¿Qué es el estampado progresivo de alta velocidad?
El estampado progresivo de alta velocidad es un proceso de conformado de metales en el que se introducen tiras de acero eléctrico a través de una serie de estaciones de troquelado. En cada estación, punzones, matrices y herramientas de conformado moldean, cortan y conforman progresivamente las láminas para motores.
A diferencia del troquelado simple o del estampado en una sola estación, las matrices progresivas realizan múltiples operaciones en una herramienta lineal, lo que reduce la manipulación y permite un alto rendimiento unitario, a menudo miles de piezas por hora.
Las características clave incluyen:
- Juegos de matrices multiestación
- Alimentación continua de tiras
- Indexación automatizada de materiales
- Altas velocidades de producción (500–2000 golpes/min o más)
- Control dimensional estricto
Para laminaciones del motorEste proceso proporciona una forma consistente, un mínimo de desperdicio y una geometría repetible esencial para una baja pérdida de núcleo y un rendimiento magnético eficiente.
Por qué es importante comprender el costo del estampado
Para los fabricantes de equipos originales (OEM) y de motores, el costo de estampado representa un factor de costo más amplio que impacta:
- Asequibilidad de las piezas y márgenes de beneficio
- Amortización de herramientas sobre el volumen de producción
- Selección de proveedores y planificación de la capacidad
- Costo total de los bienes vendidos (COGS)
- Escalabilidad de la producción y plazos de entrega
Sin una visión clara de los costos, los compradores corren el riesgo de pagar demasiado, elegir proveedores inadecuados o enfrentarse a sorpresas como cargos por cambio de herramientas y costos de calidad no contabilizados.
Componentes de costo del estampado progresivo de alta velocidad
El costo del estampado progresivo de alta velocidad para laminaciones de motores se compone de varios componentes discretos que, en conjunto, determinan el precio unitario. Estos incluyen:
- Costo de herramientas
- Costo del material
- Costo de prensado/producción
- Costo de instalación y cambio
- Costo de garantía de calidad
- Gastos generales y margen de beneficio
1. Costo de herramientas
El costo de las herramientas representa una de las mayores inversiones iniciales en el estampado progresivo. Incluye el diseño y la fabricación de las matrices, el acero para herramientas, los electrodos, los accesorios, las guías, los marcos de las herramientas y los procesos de endurecimiento.
El costo de las herramientas depende de:
- Número de estaciones en la matriz progresiva
- Complejidad del perfil de laminación
- Requisitos de precisión y tolerancia
- Espesor del material y tipo de recubrimiento
- Materiales resistentes al desgaste (por ejemplo, nitrurados, recubrimiento PVD/DLC)
- Complejidad de los pilotos y guías de pista
Para laminaciones de motores con múltiples ranuras, radios internos y enclavamientos, las matrices progresivas pueden ser complejas y costosas.
Categorías típicas de costos de herramientas:
| Componente de herramientas | Descripción |
| Bloque de matriz e insertos | Estructura metálica central que define la geometría de la pieza |
| Golpes | Elementos de corte y conformado |
| Desnudistas y pilotos | Control de alimentación y desprendimiento de material |
| Guías y cojinetes | Indexación y alineación de precisión |
| Endurecimiento/recubrimiento | Para resistencia al desgaste a alta velocidad |
Dependiendo de la complejidad de la pieza, los costos de herramientas pueden ser tan bajos como varios miles de dólares o ascender a decenas de miles para laminaciones de motor intrincadas.
Debido a que el costo de las herramientas se amortiza según el volumen de producción, los volúmenes más altos reducen la contribución por pieza al costo de las herramientas.
2. Costo del material
El costo del material cubre la tira de acero eléctrico en bruto utilizada para producir las laminaciones.
Factores que afectan el costo del material:
- Grado de acero (por ejemplo, M19, M27, aleaciones con alto contenido de silicio)
- Espesor (0,20 mm, 0,35 mm, etc.)
- Ancho de la tira (afecta la eficiencia de anidamiento)
- Recubierto vs. sin recubrimiento (algunos aceros magnéticos tienen recubrimientos aislantes)
- Precios de los proveedores y fluctuaciones del mercado
Debido a que las laminaciones del motor generalmente se estampan a partir de acero eléctrico de alto grado, el costo del material puede ser del 30 al 50 % del costo total de la pieza, especialmente cuando se requieren grados raros o tolerancias de espesor ajustadas.
3. Costo de prensado/producción
El costo de prensado incluye el tiempo de la máquina, la mano de obra, los servicios públicos y el mantenimiento durante la producción normal.
El costo de producción depende de:
- Tipo de prensa y capacidad (servo vs. mecánica, tonelaje)
- Velocidad de producción (golpes por minuto)
- Tamaño de la tripulación y nivel de habilidad
- Costo de energía
- Tiempo de inactividad y tiempo de cambio
Las prensas de alta velocidad funcionan más rápido, pero pueden requerir un mantenimiento más frecuente, un mayor consumo de energía y operadores más cualificados. Equilibrar la velocidad y el coste es fundamental.
El costo de producción se puede calcular utilizando:
Costo de prensado = (Costo de máquina por hora × Tiempo de ejecución) + Costo de mano de obra
Ejemplo:
Si una prensa cuesta 60 dólares la hora y las piezas se fabrican durante 10 horas a un ritmo de 1000 piezas por hora:
- Costo de prensado = $60 × 10 = $600
- Costo por pieza = $600 / 10,000 = $0.06 por pieza
Agregar mano de obra: si un operador trabaja a $20/hora (por 10 horas = $200), entonces la mano de obra por pieza = $0,02.
Costo total de prensado por pieza = $0,08
(Estas son cifras ilustrativas; los valores reales varían según la región y el volumen).
4. Costo de instalación y cambio
La configuración incluye:
- Instalación y calibración de matrices
- Ajuste de prensa
- Alineación de alimentación de tiras
- Inspección del primer artículo
El costo de cambio surge cuando se retiran las herramientas para otro trabajo.
El costo de instalación suele serfijo por ejecución, por lo que tiene mayor impacto en volúmenes bajos.
Ejemplo:
Si la instalación demora 4 horas a una tarifa de prensa de $80/hora más mano de obra:
- Costo de instalación = $320
- Si solo se fabrican 1.000 piezas, por pieza = $0,32
- Si se fabrican 20.000 piezas, por pieza = $0,016
Por lo tanto, el volumen afecta dramáticamente la contribución al costo de instalación.
5. Costo de garantía de calidad
El costo de la calidad incluye:
- Inspección en línea (óptica, láser, sistemas de visión)
- Muestreo y pruebas (dimensionales, propiedades magnéticas)
- Inspección secundaria para detectar rebabas, grietas y deformaciones.
- Desechos y retrabajos asociados a defectos
Una mayor precisión o tolerancias más estrictas generalmente requieren un mayor esfuerzo de inspección, lo que aumenta los costos.
Para las laminaciones de motores, los proveedores suelen incluir:
- Inspecciones visuales
- Medición dimensional
- Prueba de pérdida de núcleo y permeabilidad en la muestra
El costo de la calidad se puede gestionar mediante:
- SPC (Control estadístico de procesos)
- Inspección automatizada para reducir el coste de la mano de obra
- Mantenimiento preventivo para reducir las tasas de defectos
6. Gastos generales y margen de beneficio
Esto cubre:
- Gastos generales de fábrica (servicios públicos, alquiler, supervisión)
- Almacenamiento y mantenimiento de herramientas
- Costos administrativos
- Margen de beneficio del proveedor
Los gastos generales generalmente se absorben en el costo por pieza asignando los gastos generales totales al volumen de producción.
El margen de beneficio varía según el proveedor y el mercado; normalmente entre el 10 y el 30 % en las operaciones de estampación.
Cómo se calcula el coste del estampado progresivo
Ilustremos un cálculo de costo simple para un trabajo de laminación de un motor.
Ejemplo de trabajo
- Volumen: 50.000 laminaciones
- Velocidad de prensado: 1.000 piezas/hora
- Costo de prensado: $60/hora
- Costo de mano de obra: $20/hora
- Costo del troquel: $18,000
- Costo del material por tira: $0,50/laminación
- Costo de inspección: $0.05/laminación
Desglose paso a paso
- Amortización de herramientas
Costo de herramientas ÷ volumen = $18,000 / 50,000 = $0.36 por pieza
- Costo del material
Material directo = $0,50 por pieza
- Costo de presión
Costo de prensado/hora = $60
Horas de producción = 50 horas
Costo de prensado = $60 × 50 = $3,000
Costo de prensado por pieza = $3,000 / 50,000 = $0.06
- Costo de mano de obra
Costo de mano de obra/hora = $20
Mano de obra = $20 × 50 = $1,000
Mano de obra por pieza = $1,000 / 50,000 = $0.02
- Costo de inspección
Inspección = $0,05 por pieza
- Costo de instalación
Supongamos 2 horas a $80/hora en total = $160
Por pieza = $0,0032 (insignificante con gran volumen)
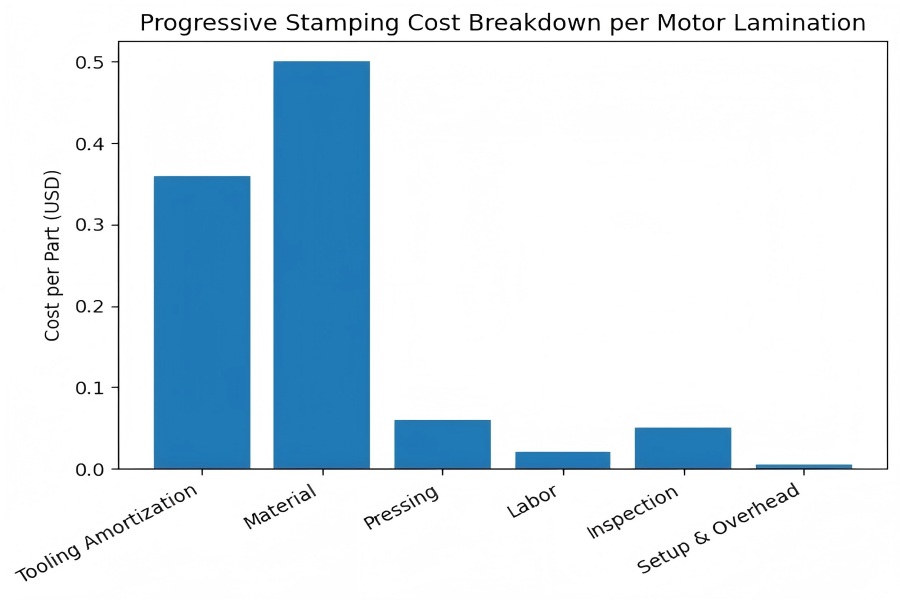
Costo total por pieza
| Componente de costo | Costo unitario |
| Amortización de herramientas | $0.36 |
| Material | $0.50 |
| Prensado | $0.06 |
| Mano de obra | $0.02 |
| Inspección | $0.05 |
| Configuración y gastos generales | ~0,005 |
| Costo total estimado | $1.01 |
En este ejemplo, el costo de estampación para una laminación es de aproximadamente $1,01.
Los costos reales varían significativamente según la región, el grado de acero, las tolerancias y la eficiencia del proveedor.
Factores que afectan el costo del estampado progresivo
Los compradores están en mejores condiciones de negociar y estimar presupuestos cuando conocen los factores que afectan los costos.
Grado y espesor del material
Los aceros eléctricos con alto contenido de silicio o especiales cuestan más que los aceros de baja calidad y pueden requerir avances más lentos o recubrimientos de herramientas especiales.
Un material más delgado aumenta los requisitos de control de desperdicio y puede reducir la vida útil de la herramienta.
Complejidad de la pieza
Características como:
- múltiples ranuras
- dientes estrechos
- recortes interiores
- pestañas entrelazadas
Tolerancia y precisión
Tolerancias más estrictas requieren:
- herramientas premium
- inspección más frecuente
- Producción más lenta para una variación reducida
Tamaño del lote y frecuencia de pedidos
Los lotes pequeños tienen un mayor costo de preparación por unidad. Los cambios frecuentes aumentan el costo promedio por pieza.
Capacidad de prensa
Las prensas de alta velocidad entregan más unidades por hora, pero pueden generar:
- Mayor desgaste de las herramientas
- Mayor costo de mantenimiento
- Formación especializada
Geografía del proveedor
La mano de obra, los servicios públicos y los gastos generales varían según la región. Los proveedores en regiones de bajo costo pueden ofrecer precios unitarios más bajos, pero los compradores también deben evaluar los sistemas de calidad, la fiabilidad de las entregas y el costo logístico.
Comparación de costos: Estampado progresivo vs. convencional
Los métodos de estampado difieren significativamente en cuanto a estructura de costos, velocidad y escalabilidad, lo que hace que la selección del proceso sea fundamental para la eficiencia de la producción de laminación de motores.
| Aspecto | Estampado de ranura única | Estampado compuesto | Estampado progresivo de alta velocidad |
| Costo de instalación | Muy bajo | Medio | Alto |
| Costo de herramientas | Bajo | Medio-alto | Alto |
| Costo por pieza a bajo volumen | Competitivo | Moderado | Menos competitivo |
| Costo por pieza en grandes volúmenes | Alto | Moderado | Muy competitivo |
| Velocidad de producción | Bajo | Medio | Muy alto |
| Manejo de la complejidad de las piezas | Limitado | Bien | Excelente |
| Consistencia dimensional | Moderado | Bien | Excelente |
| Control de chatarra | Bajo-Moderado | Moderado | Alto |
| Nivel de automatización | Bajo | Medio | Alto |
| Mejor rango de aplicación | Prototipos, lotes pequeños | Volúmenes medianos | Grandes volúmenes, geometrías complejas |

