Zum Inhalt springen
Heim
Über uns
Unsere Dienste
Stanzform für Motorbleche
Stator- und Rotorbleche
Stator- und Rotorpakete
Statorwicklung
Produkte
Branchen
Elektrofahrzeuge
Schienenverkehr
Industrielle Produktionslinie
Roboter
Aufzug
Schwungrad-Energiespeicher
Wind- und Wasserkraft
Drohne
Luft- und Raumfahrt
Blogs
Kontaktieren Sie uns
Deutsch
English
(
Englisch
)
Русский
(
Russisch
)
Español
(
Spanisch
)
Français
(
Französisch
)
Italiano
(
Italienisch
)
Türkçe
(
Türkisch
)
Menü
Heim
Über uns
Unsere Dienste
Stanzform für Motorbleche
Stator- und Rotorbleche
Stator- und Rotorpakete
Statorwicklung
Produkte
Branchen
Elektrofahrzeuge
Schienenverkehr
Industrielle Produktionslinie
Roboter
Aufzug
Schwungrad-Energiespeicher
Wind- und Wasserkraft
Drohne
Luft- und Raumfahrt
Blogs
Kontaktieren Sie uns
Deutsch
English
(
Englisch
)
Русский
(
Russisch
)
Español
(
Spanisch
)
Français
(
Französisch
)
Italiano
(
Italienisch
)
Türkçe
(
Türkisch
)
Angebot anfordern
Hauptmenü
Heim
Über uns
Unsere Dienste
Stanzform für Motorbleche
Stator- und Rotorbleche
Stator- und Rotorpakete
Statorwicklung
Branchen
Elektrofahrzeuge
Schienenverkehr
Industrielle Produktionslinie
Roboter
Aufzug
Schwungrad-Energiespeicher
Wind- und Wasserkraft
Drohne
Luft- und Raumfahrt
Blogs
Kontaktieren Sie uns
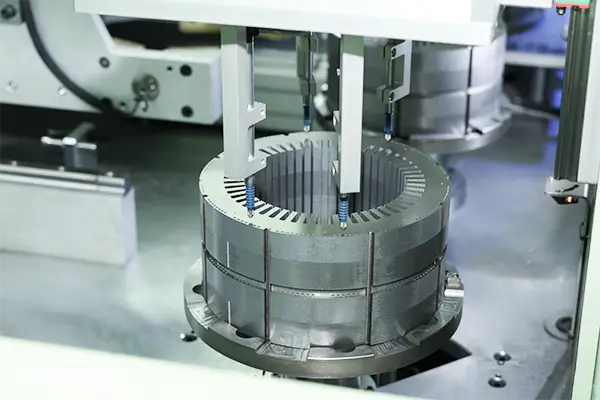
Statorkern für Gleichstrommotor
Hochgeschwindigkeitsstanzen:
Einsatz von SCHULER- oder AIDA-Pressen für eine gleichmäßige Zahngeometrie und enge Rundlaufgenauigkeit.
Gratkontrolle:
≤ 0,02 mm, um ein reibungsloses Einführen der Wicklung und geringe Vibrationen zu gewährleisten.
Laminierungsausrichtung:
Lasergestütztes Stapeln für gleichmäßige Feldverteilung und Formstabilität.
Kleben und Vernieten:
Verstärkte Konstruktion, geeignet für kompakte DC-Gehäuse.
Angebot anfordern
Produktbeschreibung
Produktionsprozess
Fortgeschrittenen-Workshop
Partner
Technische Spezifikationen
Parameter
Spezifikation
Material
Siliziumstahl / Nickellegierung / Kobaltlegierung
Laminierungsdicke
0.1 – 0.5 mm
Außendurchmesserbereich
30 – 600 mm
Kerntyp
Joch / Geschlitzt / Vollring
Stapelhöhe
Anpassbar
Kernverlust
≤ 2,4 W/kg bei 50 Hz
Betriebstemperatur
–40 °C ~ +180 °C
Herstellungsverfahren
Folgeverbundstanzen / Laserschneiden / Kleben
Anwendungen
EV-Motoren / Industrielle Gleichstromantriebe / Robotik / Aktuatoren
Anpassungs- und OEM-Service
Passen Sie Außen- und Innendurchmesser an spezifische Gleichstrommotorkonstruktionen an.
Sie haben die Wahl zwischen Joch-, Schlitz- oder Vollringkernkonfigurationen.
Wählen Sie die Blechdicke und die Materialgüte für die gewünschte magnetische Stärke.
Bieten Sie mehrere Isolierbeschichtungen für verschiedene Spannungsklassen an.
Bieten Sie Optionen für geklebte, geschweißte oder genietete Stapel an.
OEM-Branding, Laserbeschriftung und Exportverpackung sind verfügbar.
Anwendungsgebiete
Elektrofahrzeuge und Hybrid-Gleichstromantriebsmotoren.
Industrielle Gleichstromantriebe und Elektrowerkzeuge.
Robotik und Aktuatoren für die Bewegungssteuerung.
Steuerungssysteme für erneuerbare Energien.
Batteriebetriebene Maschinen und tragbare Geräte.
Produktionsprozess
Lasergeschnittene Prototypen
Formenbau
Prägen
Stapelung (optional)
Qualitätskontrolle
Verpackung und Versand
Fortgeschrittenen-Workshop
Formenbau
Stanzwerkstatt
Werkstatt für langsames Drahtschneiden
Wickelwerkstatt
Automatisierte Fertigungslinie für Statoren
Automatisierte Rotor-Produktionslinie
Partner
Nach oben scrollen
Tell us what you need
3+4=
Sagen Sie uns, was Sie brauchen
3+4=